Изготовление изделий из металла штампованием. Штамповка металла – технология, разновидности, оборудование, гост
Штамповка деталей позволяет получать плоские и объемные заготовки путем обработки металла. Она осуществляется при помощи специальных штампов, закрепленных на пресс.
Конечный результат обработки может значительно отличаться. Это зависит от технических норм, которые соблюдаются в процессе. Существует горячая и холодная штамповка. Первая применяется для реализации проектов крупного производства. Помимо станков она требует источник тепла – пламенные или электрические печи.
Холодная штамповка деталей не нуждается в нагревании и выполняется за счет сильного давления. Готовые изделия получаются аккуратными. Их не нужно дополнительно резать.
В целом штамповка подразумевает нарезку или пробивку материала, разделение его на части и видоизменение формы (вытяжку, выдавливание и т.д.).
Данный вид работы с металлом экономически выгоден. Он позволят уменьшить расход сырья и увеличить производительность. Это особенно рентабельно при изготовлении больших партий продукции.
Преимущества нашей компании
- Парк станков. В наличии прессы и штампы разного назначения. Мы производим изделия, отличающиеся размером и формой;
- Сырье в наличии. В нашем распоряжении металл высокого качества. Мы поставляем его в любых объемах. По желанию клиента мы готовы использовать предложенный им материал;
- Нет ограничений на заказы. Мы берем в работу заявки от 1 единицы товара до больших партий;
- Индивидуальный подход. В качестве технического задания наши мастера применяют эскизы. Если таковых нет, возможна копия изделий по образцам;
- Быстрый отклик. Мы выполняем заказы в кратчайшие сроки. Они зависят от объема и оговариваются заранее. Мы гарантированно соблюдаем дедлайн;
- Опыт. Наша компания существует с 1993 года. Мастера умеют справляться с нестандартными задачами;
- Работаем в Москве. Нас легко найти. Нет необходимости ехать в область в поисках оборудованного цеха.



Стоимость штамповки
Мы предоставляем услуги в доступной ценовой категории. Снизить цены нам позволило применение высокоточных и производительных прессов. Оптимизация работы дает возможность производить больше изделий за короткий промежуток времени с оптимальными техническими характеристиками. Именно увеличение оборотов привело к снижению стоимости услуг.
В окончательную смету мы включаем расходы на материалы, трудозатраты, накладные затраты. Также сразу рассчитывается НДС. У нас действуют скидки для постоянных клиентов. Менеджер поможет определить стоимость штамповки. Свяжитесь с ним по телефону или через окно «вопрос-ответ».
Порядок оформления сотрудничества
- Фиксация заявки, полученной по электронной почте;
- Согласование с заказчиком сметы и сроков выполнения задачи;
- Составление счета;
- Оформление и подписание договора;
- Внесение клиентом оплаты за услуги;
- Запуск заготовок в производство;
- Сдача партии. В случае обнаружения несоответствия изделий конструкторской документации, они отправляются на доработку и заменяются на годные.
Штамповка металлических изделий осуществляется горячим и холодным методом при помощи пресса со штампом, формы и размеры которого по необходимости меняются. Возможно использование дополнительных рабочих составляющих. Разделительный тип изготовления предполагает следующие работы с металлом:
- пробивка;
- резка;
- рубка.
При холодном методе обработки допускается вытяжка металла, выдавливание, формовка и другие манипуляции.
Горячий метод штампования применяется для создания сферических объектов, а также в судостроении. Данная технология требует точного расчета, опыта, знания всех тонкостей получения металлоизделий путем высокотемпературной выпрессовки.

Сколько стоит штамповка
Штамповка изделий из нержавеющей стали пользуется большим спросом. Популярность изделий, полученных с применением данной технологии, вызвана несколькими факторами:
- умеренная стоимость;
- экономный расход сырья;
- высокая производительность.
Перечисленные преимущества особенно значимы для промышленного производства однотипных деталей.

При пробивке, вырубке, резке металла нужно учесть пластические свойства материала, степень его растяжения, возможность утягивания и др. Процесс изготовления штамповки требует профессионального подхода, наличие специализированного инструментария, точного соблюдения технологии.


В цехах нашего холдинга работают настоящие специалисты, знающие все тонкости холодной и горячей штамповки. Мы гарантируем первоклассное выполнение операций разделительного и формоизменяющего штампования изделий.

Разделительная штамповка (холодный метод)
Изготовление деталей идет с помощью вырезки, пробивки, вырубки. Резка металла проводится по кривым, прямым линиям, по запросу, с соблюдением требований. Вырубка применяется для создания заготовок с замкнутым контуром. Пробивка используется для получения различной конфигурации отверстий.
В компании «Металло Промышленный Холдинг» возможно изготовление форм из нержавеющей стали на заказ по выгодной стоимости. Мы осуществляем на заказ следующие виды обработки металлоизделий:
- формовку с сохранением наружного контура;
- гибку;
- обжим деталей выпуклого типа, содержащих внутреннюю полость. Манипуляция необходима для придания концевой части нужного сужения, производится при помощи матрицы конического вида;
- отбортовку для создания бортов снаружи изделия. Чаще применяется для обработки конечной части труб с фланцами;
- вытяжку, которая применяется для придания объема плоским заготовкам;
Преимущества сотрудничества с нашей компанией
«Металло Промышленный Холдинг» является одним из ведущих предприятий по изготовлению металлоизделий в нашем регионе. Материально-техническое оснащение наших производственных цехов позволяет выполнить штампование изделий высокой сложности в промышленных объемах. Привлекательные стороны сотрудничества:
- возможность реализовать заказ деталей в любом количестве;
- профессиональный подход;
- качество продукции;
- умеренная цена.
Комплексную обработку любых металлов и сплавов предлагает Новомосковский завод металлоконструкций. Одним из направлений нашей деятельности является предоставлениеуслуги штамповки металла на заказ .
Штамповка деталей из листового металла. Что мы можем
Техническая оснащённость предприятия и его специализация позволяют нам выполнять штамповку любых видов. Заказчикам доступна:
- Объёмная штамповка:
- o Холодная. Предусматривает, что предварительного нагрева обрабатываемой заготовки не требуется;
- o Горячая. Деталь обрабатывается после предварительного прогрева;
- o Жидкая. (Иное наименование - литьё под давлением). Даёт идеальный результат, но очень дорогой метод.
- Листовая штамповка.
Эти процессы включают:
- Гибку металла;
- Его вытяжку;
- Выполнение отбортовки;
- Обжим заготовки;
- Её формовку.
Горячая объёмная штамповка металла многократно превосходит ковку по производительности и качеству готовых деталей. В ГК «НЗМК» эта технология применяется при выполнении заказа на изготовление элементов со сложной формой, масса которых не превышает 300 кг, при их серийном заказе.
Работы выполняются в следующей последовательности:
- Разделка материала на заготовки;
- Их нагревание;
- Собственно штамповка;
- Выполнение термической обработки полученных поковок;
- Обрубка детали;
- Отделка.
Объёмная штамповка деталей выполняется на Новомосковском заводе металлоконструкций двумя способами: в открытых и закрытых штампах.
Первый вариант изначально допускает определённый процент отходов металла, поступающего в облой (до 20% общей массы заготовки). Он менее экономичен, с данной точки зрения. Но процесс штамповки проще. Мы используем его при изготовлении коленвалов, шестерён, рычагов, шатунов и т.п.
Закрытый штамп позволяет работать без отходов. Штамповка изделий из металла , с его использованием, позволяет получать детали, которым не требуется последующая доводка.
Услуги штамповки металла на заказ. Разновидности выполнения работ
Заказчик может рассчитывать, что горячая штамповка металла , при выполнении его заказа, будет выполнена на одноручьевых штампах (если они имеют простую форму), либо на многополостных штампах, в которых выполняется поэтапное приближение формы заготовки к виду требуемой поковки. При этом заготовка перемещается из одного ручья, в другой в заданной последовательности.
При выполнении заказов на изготовление крепежа применяется способ, так называемой, холодной высадки. При этом трудоёмкость данной операции ≥ 200 раз превосходит изготовление аналогичных деталей на станках.
Если клиенту необходимаштамповка деталей из листового металла , НЗМК готов предложить:
- Разделительную обработку:
- o Обрезка;
- o Пробивка;
- o Вырубка;
- o Отрезание;
- формообразующую обработку.
Если заказчику требуется изготовить из стальных тонких листов профили гнутые различного вида и формы, мы готовы выполнить данный заказ на специальных прессах, предназначенных для гибки листа.
Листовая штамповка - метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов. Листовая штамповка подразделяется на горячую и холодную.
Горячая штамповка. Применяется главным образом в производстве котельных днищ, полушариев, буев и других корпусных деталей для судостроения. Изготовляются они из стального листа толщиной 3 ... 4 мм. Операции горячей листовой штамповки аналогичны операциям холодной штамповки. Однако при составлении технологического процесса всегда учитывается нагрев. Составляя чертеж заготовки, надо учитывать утяжку металла при вырубке, пробивке и гибке, а также и степень коробления при остывании детали, так как ее размеры при этом несколько сокращаются. Это обстоятельство заставляет увеличивать допуски на размеры в сравнении с холодной штамповкой. Нагревают заготовки в пламенных и электрических печах, а также в электронагревательных устройствах.
Холодная штамповка . Это наиболее прогрессивный метод обработки давлением, так как он позволяет получить детали, не требующие в большинстве случаев дальнейшей обработки резанием. Холодной листовой штамповкой изготовляют как крупные, так и мелкие детали (рамы и кузова автомобилей, шасси самолетов, элементы обшивки судов, детали часовых механизмов и др.).
Листовая штамповка дает большую экономию в использовании металла, обеспечивая в то же время высокую производительность. Но наибольший эффект она дает при массовом и крупносерийном производстве.
При холодной листовой штамповке применяются углеродистая и легированная стали, алюминий и его сплавы, медь и ее сплавы, а также неметаллические материалы: картон, эбонит, кожа, резина, фибра, пластмасса, поставляемые в виде листов, лент и полос.
Технология листовой штамповки. Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы (рис. 77), кривошипные (см. рис. 87 и рис. 88) и гидравлические прессы. Операции листовой штамповки могут быть разделены на два основных вида: разделительные и формоизменяющие. К основным разделительным операциям относятся: резка, вырубка и пробивка.
Рис. 77

Рис. 87
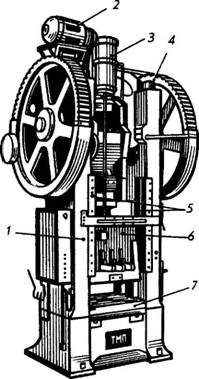
Рис. 88
Резкой называют операцию, где происходит последовательное отделение части заготовки по прямой или кривой линии. Применяется резка для получения как готовых деталей, так и раскроя листа на полосы нужной ширины. При раскрое листа необходимо, чтобы выход деталей из листа был максимальным, а отходы были минимальными. Рациональность раскроя определяется на основании подсчета коэффициента использования материала. Под коэффициентом понимается отношение площади вырубленных деталей к площади листа. Операция резки производится с помощью вибрационных, дисковых, гильотинных и других ножниц.
Вибрационные ножницы (рис. 77) представляют собой станок с короткими ножами. Верхний нож 5 получает колебательные движения от электродвигателя 1 через эксцентриковый механизм. Листовой металл устанавливают на столе 7 и подвигают между верхним 5 и нижним 6 ножами до упора 3, который может передвигаться и закрепляться в скобе станины, 2,4 - головку, 8 - стойка станины.
Вырубка - операция по получению заготовки замкнутого контура (рис. 78). На рис. 79 приведены чертеж (I) и схема (II) типовой детали, изготовляемой из полосы вырубкой.

Рис. 78
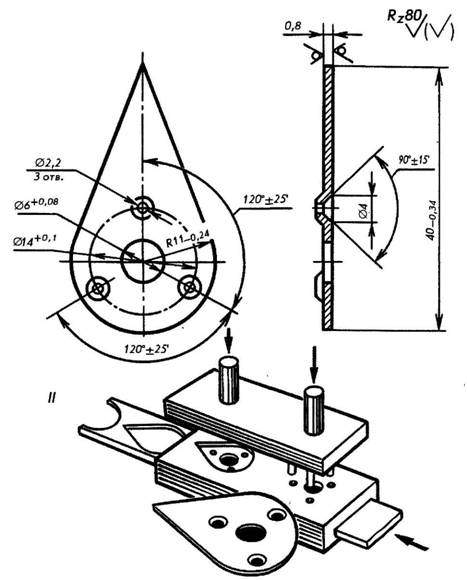
Рис. 79
Пробивка - получение отверстий в детали нужной формы (рис. 80).
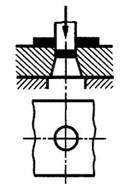
Рис. 80
К основным формоизменяющим операциям * относят гибку, вытяжку, отбортовку, обжим и формовку.
Гибка - операция, при которой плоской заготовке придают изогнутую форму (рис. 81: 1 - пуасон; 2 - нейтральный слой; 3 - матрица): R и г - внешний и внутренние радиусы гибки, S - толщина материала. Она может быть V -образная, U-образная и др. (рис. 82).
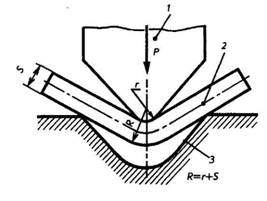
Рис. 81
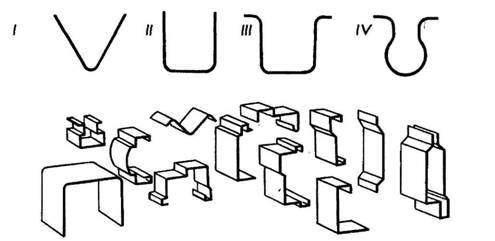
Рис. 82
На рис. 83 представлен чертеж детали, отверстия в которой получены пробивкой. После этого деталь изогнута на штампе.

Рис. 83
Вытяжка - операция, превращающая плоскую заготовку в полую пространственную деталь или полуфабрикат 2 (рис. 84). Вытяжкой изготовляют не только цилиндрические детали, но и сложные по форме коробчатые, конические и полусферические. При вытяжке плоская заготовка 5 втягивается пуансоном 1 в отверстие матрицы 3. Для предотвращения в заготовке при сжимающем напряжении образования складок применяют прижимы 4.
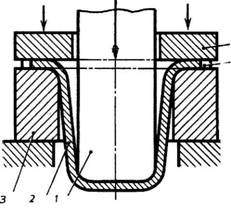
Рис. 84
Вытяжка может быть без утонения и с утонением. В первом случае она происходит без заметного изменения, во втором изменяется не только форма заготовки, но и толщина ее стенок. В случае, когда нужно получить глубокую вытяжку, ее ведут в несколько проходов. На рис. 85 показан чертеж типовой детали и из металлического листа 1, изготовленной штамповкой с вытяжкой.
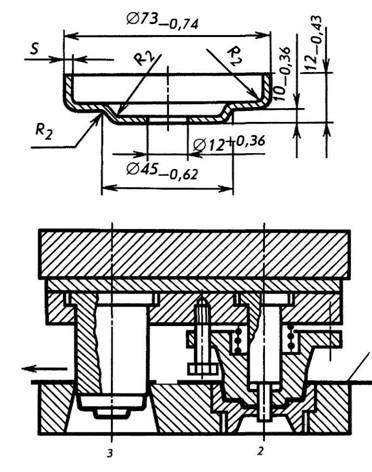
Рис. 85
Отбортовка - операция образования бортов по наружному контуру листовой заготовки или вокруг заранее пробитых отверстий (рис. 86). Она применяется главным образом для образования горловин у плоских деталей 2, необходимых как для нарезания резьбы, так и сварки или сборки. Обычно она выполняется последовательно (I, II, III) за один или несколько проходов в штампах, состоящих из пуансона 1 и матрицы 3. Операцию отбортовки очень часто выполняют на концах труб при подсоединении к ним фланцев, с помощью которых трубы будут в дальнейшем соединяться.
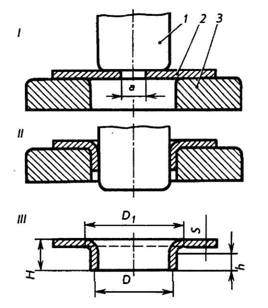
Рис. 86
Обжим - операция сужения (уменьшения) концевой части полых или объемных деталей. Осуществляется она путем обжатия материала штампом снаружи в конической матрице. При этом конфигурация обжимаемой части целиком зависит от формы штампа.
Формовка - операция, связанная с местным изменением формы с сохранением конфигурации наружного контура детали. Примером формовки может служить изготовление ребер жесткости на машиностроительных деталях, а также увеличение размеров по диаметру средней части полой детали.
Технологический процесс обработки различных материалов давлением, как упоминалось выше, производят на прессах. Прессы бывают гидравлические и механические (кривошипные, винтовые, реечные и т. д.). По назначению прессы подразделяют на ковочные, штамповочные, листоштамповочные, чеканочные, обрезные, трубопрофильные, гибочные, правильные, брикетировочные (для изготовления брикетов из кусковатых или порошкообразных материалов), кузнечно-штамповочные автоматы, термо- пластавтоматы и др.
Кривошипные горячештамповочные прессы ГОСТ 6809-87Е (рис. 87) изготавливаются в России давлением от 61,78 до 617,8 кН (mc - единица силы и веса). Они состоят из станины 1, ползуна 2, шатуна 3, кривошипного вала 4, стажных колонн 5, зубчатого колеса 6 и фрикционной муфты 7. Применение прессов для горячей объемной штамповки очень эффективно в сравнении с другим технологическим оборудованием. Они обеспечивают более высокую точность поковок при значительной экономии металла. Наличие в них индукционного электрического нагрева способствует улучшению условий труда в цехе: уменьшаются шум и сотрясение здания, устраняется задымленность производственных помещений. Управление прессом осуществляется органами регулирования и с помощью сжатого воздуха из цеховой магистрали.
Рис. 87
На рис. 88 показан пресс для холодной штамповки ГОСТ 9408-89Е, состоящий из стойки 1, электродвигателя 2, цилиндра уравновешивания ползуна 3, зубчатого колеса 4, направляющих 5, ползуна 6 и стола пресса 7. На подобных прессах изготавливают как мелкие, так и крупные листовые детали, например, кузова автомобилей. Возможное давление пресса - 30,89 кН.
Рис. 88
Гидравлические прессы обладают наилучшей характеристикой для глубокой вытяжки и других операций листовой штамповки, так как осуществляют деформирование металла с постоянной скоростью. Подобные прессы широко применяют в авиационной и ракетостроительной промышленности.
На рис. 89 и 90 показаны крупные сборочные единицы самолетов, детали которых изготовлены прессованием. Так, каркас пола пассажирской кабины самолета (рис. 89) включает: обшивку 1, шпангоут 2, стрингеры 3, поперечные балки 4 и продолжные балки 5. А гондола турбо-винтового двигателя самолета (рис. 90) состоит из обтекателя втулки винта - 1, воздухозаборника 2, крышки переднего капота 3, крышки заднего капота 4, люка 5, силовой фермы в, кожуха 7, стекателя 8, хвостовой части гондолы 9, силового шпангоута 10, рамы маслорадиатора 11, силового шпангоута 12 и боковой балки 13.
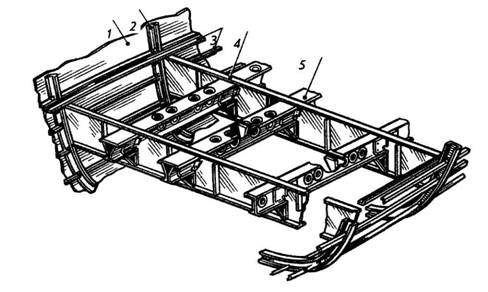
Рис. 89
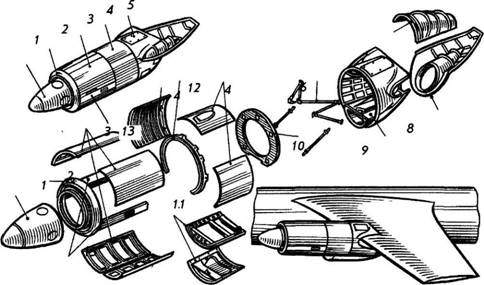
Рис. 90
Прогрессивные способы холодной листовой штамповки. Новые, виды штамповки благодаря своей простоте и экономичности находят широкое применение в условиях мелкосерийного и единичного производства. К ним относят штамповку резиной, жидкостью, взрывом, электрогидравлическую и др.
Штамповка резиной . С ее помощью осуществляются разделительные и формоизменяющие операции. При этом пуансоном или матрицей является резина. Штамповку резиной чаще всего применяют для изделий из тонколистового металла толщиной до 2 мм (алюминия, медных сплавов, малоуглеродистой стали).
Штамповка жидкостью. В этом случае металл деформируется под давлением жидкости, принимая форму матрицы. Данный способ применяют для вытяжки полых деталей разной формы.
Штамповка взрывом . Для пластического формоизменения заготовки применяют и взрывчатые вещества (взрывчатые газовые смеси из метана, пропана, гиксогена и др.), создающие высокое давление, под действием которого заготовка принимает форму штампа.
Штамповку взрывом применяют для изготовления крупных деталей и деталей сложной формы, когда изготовление их другими способами невозможно (например, сплавы труднодеформируемые) или неэкономично. Такая
штамповка не требует сложного и дорогостоящего оборудования.
Электрогидравлическая штамповка . Этот метод характерен тем, что энергоносителем является высоковольтный электрический заряд в жидкости. Разряд вызывает появление ударной волны, которая и деформирует заготовку, придавая ей необходимую форму.
Этот вид штамповки дает возможность выполнять все операции холодной листовой штамповки с большой точностью и с сравнительно малыми затратами.
Магнитно-импульсная формовка. Формирование изделий этим методом происходит при создании импульсного магнитного поля вокруг заготовки и взаимодействия этого поля с импульсными токами, протекающими в заготовке. В результате такого взаимодействия в заготовке возбуждаются вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. Это создает предпосылки для динамического воздействия на заготовку и ее деформирование.
Этим методом осуществляют обжатие трубных заготовок, рельефную формовку, вырубку и др.
Существуют и другие прогрессивные методы листовой штамповки, но мы их рассматривать не будем.
* Формоизменяющими операциями называют такие, при помощи которых из плоской заготовки получают детали пространственной формы
Услуги по штамповке деталей из листового металла на заказ в виде горячей и холодной штамповке. Оборудование используемое при изготовлении деталей штамповкой. Процесс штамповки деталей из листового металла позволит вам изготовить плоские или объемные изделия. Изготовление происходит посредством штампов, которые закреплены на пресс, либо с применением других элементов. Существует два типа листовой штамповки: горячий и холодный тип.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный. Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом. Также существуют горячий и холодный варианты штамповки листового металла. Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Практически на любом производстве необходимо применение штампованных деталей из металлов. Штамповка металлов – это метод пластичной обработки металла с использованием специнструмента, то есть штампа для придания заготовкам нужной формы и размера. Штамповка деталей из металла производится с помощью кривошипных и пневматических прессов различного усиления, непосредственно на которые устанавливаются штампы. Технология штамповки позволяет получить готовые изделия из металла, требующие незначительной доработки с минимальным образованием отходов. Различные штампы используют для формоизменения либо разделения болванок.
Штамповка деталей из металла
Изготовление штампованных деталей на заказ. Мы предоставляем услугу штамповки деталей из листового металла, обеспечивая выполнение нестандартных штучных заказов и выпуск крупных партий однотипной продукции. Для листовой (холодной) штамповки применим процесс пробивания листового металла, результатом которого является перфорированный металл. Холодная штамповка выполняется без нагрева, в результате чего на поверхности металла не возникает окалин. Посредством нее можно получить изделия более точных размерностей любых нужных форм, с гладкой поверхностью и повышенными износостойкими качествами. Широкая линейка прессов с усилием от 2 до 160т позволяет проводить листовую штамповку металла для любых целей. Пресса оборудованы валковыми и клещевыми подачами.
Холодная штамповка имеет возможность производить штамповку металла на заказ любой точности и сложности, толщиной металла от 0,7 до 8мм.


В современной индустрии методом штамповки производят детали массой от 1-го грамма до сотен тонн и размерами от 1-го мм до 10-ов метров.
Технология штамповки деталей из листового металла требует специального оборудования: это ножницы, кривошипный пресс и гидравлический пресс, имеющий несколько шайб и поверхность матрицы. Также необходимо соблюдать нормы работы и расчет материала. Для холодной штамповки чаще всего используют гидравлический пресс, т.к. это оборудование бывает разнообразных конструкций и делает возможным изготовление деталей разных форм с уменьшением расхода материала. Также выбор пресса зависит от работы, которую нужно провести с заготовкой.
К примеру, чтобы сделать вырубку и пробивку, требуется пресс простого действия, который отличается небольшим ходом ползуна и шайб. Чтобы произвести вытяжку, нужен пресс, имеющий двойное действие и заметно больший ход ползуна и шайб. По конструкции прессы бывают однокривошипные, двухкривошипные, четырехкривошипные, но все они отличаются наличием матрицы. Два последних типа отличаются стволами и ползунами более крупных размеров.