Какой диаметр нужен для нарезки резьбы. Нарезание резьб.doc
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента. Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.

Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго - две, а на хвостовой части третьего - три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.

Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком.

Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 - 2 оборота вперед (режем резьбу) - 0.5 - 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Внимание! Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):

Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Плашки
Наружная резьба нарезается с использованием плашек.

Плашки производятся раздвижные (призматические), накатные и круглые. Круглые лерки подразделяются на разрезанные и цельные.
Цельные круглые лерки используют для нарезания на деталях метрической резьбы диаметром от одного до 76 миллиметров. Для нарезки на деталях дюймовой резьбы используются плашки, имеющие диаметр от 1/4 до 2 дюймов.
При ручной нарезки резьбы плашки зажимаются в вороток специальной конструкции -леркодержатель.

Во случаях нарезания резьбы необходимо обязательное использование смазывающих жидкостей и соответствия размеров таблице 2:

Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента).
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.

Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
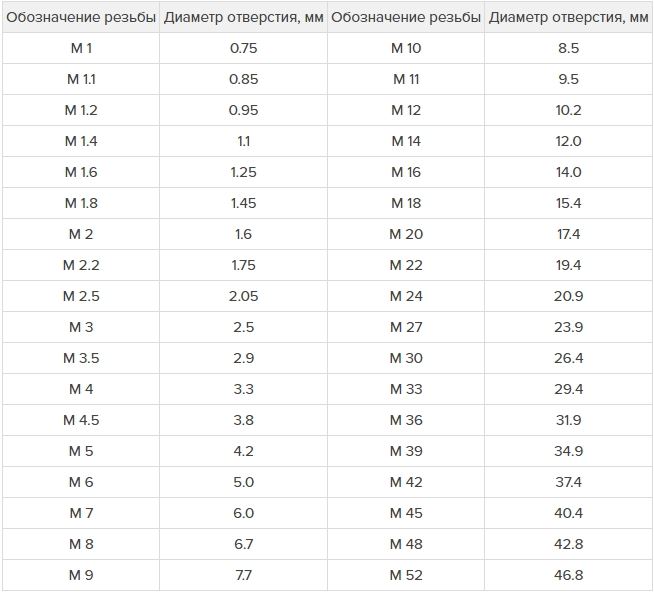
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.

Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Инструкция
Резьба – это, в сущности, винтовая канавка, нарезанная на наружной или внутренней цилиндрической поверхности. Применяется в основном для соединения различных деталей друг с другом. В машиностроении может применяться для преобразования поступательного движения во вращательное и наоборот. Существуют два вида резьбы, такие как метрическая, с углом профиля 60о и трубная с углом 55о.
В метрической резьбе , диаметр и шаг резьбы измерения в миллиметрах. При обозначении метрической резьбы используется буквенная и цифровая маркировка , например М8х1,5. Цифра восемь соответствует диаметру резьбы, а 1,5 означает шаг резьбы, расстояние между витками.
В дюймовой резьбе, измерения ведутся в дюймах и числе витков на дюйм. Один дюйм равен 2,54 см. К примеру дюймовую резьбу записывают 1 1/4".
Чтобы нарезать внешнюю резьбу необходимо взять плашку нужного размера и подготовить заготовку, а в частности, подобрать заготовку определенного диаметра. Диаметр заготовки для нарезания резьбы определяется по таблицам. На практике для нарезания, например резьбы диаметром М6, необходим прут сечением 5,92 мм, то есть приблизительно на одну десятую миллиметра меньше, для резьбы М8, заготовка должна иметь диаметр 7,9 мм.
Вот для примера выписка из таблицы диаметров стержней под метрическую резьбу:
Диаметр резьбы/диаметр стержня (мм) - 5/4,92; 6/5,92; 8/7,9; 10/9,9; 12/11,88; 16/15,88; 20/19,86; 24/23,86
После подбора заготовки, ее зажимают в тиски, напильником снимают с торца фаску, для правильного захода плашки, и вращательно-прижимными движениями нарезают резьбу не забывая смазывать деталь машинным маслом.

Внутреннюю резьбу нарезают метчиком. Предварительно просверленные отверстия должны быть меньшим диаметром, необходимой вам резьбы. Выписка из таблицы диаметров сверл для высверливания отверстий приведена ниже.
Диаметр резьбы/диаметр отверстия (мм) - 2/1,6; 3/2,5; 4/3,3; 5/4,2; 6/5,0; 8/6,7; 10/8,4; 12/10,2; 16/13,9; 20/17,4; 24/20,9
Для нарезания резьбы внутри детали необходимо иметь два метчика , черновой и чистовой.
Так же зажимаем деталь в тески и вращательными движениями с небольшим нажимом нарезаем резьбу черновым метчиком, периодически смазывая метчик машинным маслом, затем делаем проход чистовым. Резьба готова к применению .

Много лет назад, когда эра крепежных изделий только начиналась, изготовление гайки представляло собой задачу, посильную только для мастера высшей квалификации. Сегодня нарезка внутренней резьбы является операцией рутинной. Тем не менее для ее качественного выполнения нужно иметь определенные знания и навык.
Вам понадобится
- Электродрель, набор сверл и метчиков, резьбомер, штангенциркуль, таблица размеров метрических резьб.
Инструкция
Определитесь с параметрами резьбы, которую предстоит нарезатьСуществует много видов резьб, однако чаще всего нам приходится иметь дело с метрической резьбой, которая характеризуется двумя параметрами – диаметром и шагом. Если имеется болт, под который нужно нарезать внутреннюю резьбу , замерьте его параметры. Диаметр резьбы замеряется штангенциркулем, шаг – резьбомером. При отсутствии резьбомера шаг резьбы можно замерить следующим способом. Прижмите болт резьбой к чистому листку бумаги и прокатите его, чтобы резьба отпечаталась на листе. Посчитайте, сколько витков находится на определенной длине и разделите эту длину на количество витков. Полученное значение и будет ориентировочным шагом резьбы. Подберите по таблице размеров метрических резьб ближайшее стандартное значение шага.
Определите диаметр и глубину отверстия, которое необходимо выполнить под нарезку резьбыДля определения диаметра воспользуйтесь той же таблицей, по которой определяли стандартный шаг. Искомый параметр обозначается обычно d1 или D1.Если резьба нарезается в глухом отверстии, необходимо определить и глубину сверления отверстия. Она должна быть больше глубины нарезания резьбы на некоторую величину, которая зависит от конструкции метчика. Замерьте длину режущей (заборной) части метчика и прибавьте ее к требуемой глубине резьбы. Это и будет необходимая глубина сверления отверстия.
Просверлите отверстие нужного диаметра на требуемую глубинуЕсли диаметр имеющегося сверла не совпадает с диаметром отверстия, определенным по таблице, возьмите ближайшее по диаметру сверло. Однако имейте в виду, что разница между диаметром сверла и стандартным размером отверстия не должна быть существенной в сравнении с шагом резьбы. Просверлив отверстие, сделайте в нем небольшую фаску сверлом большего диаметра.
Нарежьте резьбу Для этого закрепите метчик в вороток, вставьте его в отверстие и, с усилием прижимая метчик к отверстию, придайте ему вращательное движение. При этом старайтесь сохранять перпендикулярное положение метчика по отношению к поверхности детали. Когда метчик надежно внедрится в отверстие, можно ограничиться одним вращательным движением.
Видео по теме
Обратите внимание
Если метчик имеет два варианта исполнения – чистовой и черновой – сначала нарежьте резьбу черновым метчиком, а затем чистовым.
Для облегчения нарезания резьбы в отверстие можно капнуть несколько капель машинного масла.
При нарезании резьбы время от времени выворачивайте метчик для удаления стружки.
Резьбовое соединение по праву считается одним из самых надежных. Без болтов и гаек невозможно представить ни одно устройство и достойной замены ему в ближайшем будущем не предвидится. Ну а как быть, если подходящей гайки нет, а работать надо? Ответ прост: нужно попытаться сделать ее самому – нарезать необходимую резьбу с помощью метчика.

Вам понадобится
- 2 метчика, дрель
Инструкция
Метчики – это разновидность винтов с прорезанными канавками, которые образуют режущие кромки. Канавки в зависимости от характера резьбы могут быть продольными прямыми или винтовыми. Метчик делится на две части – хвостовик и рабочую часть. Каждый метчик относится к определенному виду, имеет свой размер и номер. Чтобы нарезать резьбу
необходимо два метчика. Первый делает «черновую» работу, а с помощью второго работа завершается. Они отличаются друг от друга лишь глубиной прорезанных канавок.
Прежде чем приступить к работе, необходимо подготовить отверстие. Если оно слишком большое, профиль завершающей резьбы будет неполным, а само соединение – ненадежным.
Для получения нужного результата из диаметра резьбы нужно вычесть величину ее шага. К примеру, при резьбе М20Х1 у внутреннего отверстия диаметр должен быть 19 мм. Итак, первым в дело вступает черновой метчик. Его можно определить по специально выточенному кольцевому ободку.
Работать метчиком нужно аккуратно, поскольку он сделан из высокотвердой, но очень хрупкой инструментальной стали, что делает вероятность поломки достаточно большой. Опытные специалисты, поэтому рекомендуют всегда иметь метчик про запас. Отверстие под будущую резьбу можно высверлить обычной дрелью. Главное условие при работе – сверло должно идти строго перпендикулярно обрабатываемой поверхности, без малейших перекосов, способных свести все усилия на нет.
Чтобы зафиксировать метчик в рабочем положении применяется специальное приспособление – вороток. В его отсутствие используют обычный разводной ключ. Весь процесс должен проходить плавно, ровно, без перекосов и резких движений. Для этого рабочая поверхность должна смазываться машинным маслом. Образующаяся стружка удаляется обратным поворотом метчика. Работа чистовым метчиком полностью идентична, но проходит гораздо легче по уже «проторенному» пути.
Операция обработки со снятием стружки, в результате которой образуются наружные или внутренние винтовые канавки с заданным профилем и размерами на цилиндрических или конических поверхностях, называется нарезанием резьбы
.
Нарезание резьбы на винтах, болтах, гайках и других деталях производится в основном на станках. При монтажных и ремонтных работах слесарю в ряде случаев приходится нарезать резьбу вручную или с помощью пневматических или электрических машинок - резьбонарезателей.
Основными элементами любой резьбы, как отмечалось в гл. 3, являются профиль, шаг, глубина, наружный, средний и внутренний диаметры.
По форме профиля резьбы подразделяются на треугольную, прямоугольную, трапецеидальную, упорную и круглую (рис. 4.14).
Тип «ли профиль резьбы выбирается по ГОСТу в зависимости от назначения.
В машиностроении приняты три системы резьб: метрическая, у которой шаг и диаметр измеряются в миллиметрах; дюймовая, имеющая иную форму профиля и характеризуемая числом ниток на один дюйм ее длины и диаметром в дюймах;
трубная резьба, имеющая профиль, как и дюймовая, но меньше по шагу.
В практике слесарных работ нередко возникает необходимость определить размеры элементов резьбы на готовой детали. Наружный диаметр измеряют с помощью штангенциркуля или микрометра, а шаг резьбы - с помощью миллиметрового или дюймового резьбомера (набора шаблонов с резьбой различных размеров).
Для нарезания резьбы в отверстиях применяются метчики, а для нарезания наружной резьбы - плашки.
Метчиком называется режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных прямых или винтовых канавок, образующих режущие кромки (рис. 4.15). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом.
Хвостовик метчика служит для закрепления инструмента в патроне или воротке во время работы. У ручных метчиков конец имеет квадратную форму.
Рабочая часть - нарезанная часть метчика, производящая нарезание резьбы; она подразделяется на заборную и калибрующую части.
Заборная (режущая) часть метчика - передняя конусная часть, которая первой входит в нарезаемое отверстие и совершает основную работу резания.
Калибрующая часть защищает и калибрует нарезаемое отверстие.
Для образования режущих кромок метчика и выхода стружки служат продольные канавки. Резьбовые части метчика, ограниченные канавками, называются режущими перьями.
По способу применения метчики делятся на ручные и машинные. Ручные метчики служат для нарезания резьбы вручную. Они обычно выпускаются комплектами из двух или трех штук. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой (или 1, 2, 3), а в комплект из двух метчиков - черновой и чистовой. В таком же порядке они применяются при нарезании резьбы.
Метчики условно обозначаются рисками (канавками): у чернового на хвостовике одна круговая риска, у среднего - две, у чистового - три. Там же указывается тип резьбы и ее размер.
Большое значение имеет правильный выбор диаметров отверстий для нарезания резьбы. Выбор диаметров сверл под данный тип и размер резьбы производится по специальным таблицам. Однако с достаточной для практики точностью диаметр сверла можно определить по формуле
Dсв=dр - 2h
где Dсв - диаметр сверла, мм; dр - наружный диаметр резьбы, мм; h - высота профиля резьбы, мм.
Нарезание резьбы ручными метчиками производится с помощью воротков, которые надеваются на квадратные концы хвостовиков. Воротки бывают различных конструкций с постоянными и регулируемыми отверстиями для метчика.
Инструмент, применяемый для нарезания наружной резьбы, называется плашкой. Плашка представляет собой стальную закаленную гайку со стружечными канавками, образующими режущие грани (рис. 4.16).
Плашки бывают круглые (иногда их называют лерками), раздвижные (клупповые) и специальные для нарезания труб.
Для работы с круглыми плашками применяются воротки (леркодержатели), представляющие собой рамку с двумя рукоятками, в отверстие которой помещается плашка и удерживается от проворачивания с помощью трех стопорных винтов, конические концы которых входят в углубления на боковой поверхности плашек.
Клуппы для раздвижных плашек представляют собой косую рамку с двумя рукоятками. В отверстие рамки вставляются полуплашки. Устанавливаются полуплашки на требуемый размер с помощью специального нажимного винта.
Для нарезания резьбы метчиком выполняются следующие приемы. Деталь закрепляется в тисках, черновой метчик смазывается и в вертикальном положении (без перекоса) вставляется в нарезаемое отверстие. Надев на метчик вороток и слегка прижимая его к детали левой рукой, правой осторожно поворачивают вороток по часовой стрелке (при нарезании Левой резьбы - против часовой стрелки) до тех пор, пока метчик не врежется в металл и его положение в отверстии не станет устойчивым. Затем вороток берут двумя руками и плавно вращают (рис. 4.17, а). После одного-двух полных оборотов возвратным движением метчика примерно на четверть оборота ломают стружку, это значительно облегчает процесс нарезания. Закончив нарезание, вывертывают метчик из отверстия (вращением воротка в обратную сторону) или пропускают его насквозь.
Второй и третий метчики смазывают и вводят в отверстие без воротка. После того как метчик правильно установится по резьбе, надевают вороток и продолжают нарезание резьбы.
При нарезании глубоких отверстий необходимо в процессе резания 2-3 раза полностью вывинтить метчик и очистить его от стружки, так как избыток ее в канавках может вызвать поломку метчика или срыв резьбы.
Перед нарезанием наружной резьбы плашками обточенный до нужного диаметра стержень закрепляют в тисках. На самом конце стержня снимается небольшая фаска под углом 45° (рис. 4.17,6). Стержень должен иметь чистую поверхность, так как нарезание резьбы по окалине или ржавчине сильно изнашивает плашки.

Рис. 4.17. Приемы работы при нарезании резьбы ручными метчиками (а) и плашками (б, в).
Для получения правильной резьбы диаметр стержня обычно делают на 0,2-0,4 мм меньше требуемого диаметра резьбы.
На торец стержня, закрепленного в тисках так, чтобы его конец выступал из губок на 15-20 мм больше, чем длина нарезаемого участка., накладывают закрепленную в воротке плашку и с небольшим нажимом начинают нарезать резьбу, поворачивая вороток короткими движениями по часовой стрелке (рис. 4.17, в). Первые 1,0-1,5 нитки обычно нарезают без смазки, так как сухой металл плашка захватывает легче; затем стержень смазывают натуральной олифой и продолжают вращать вороток или клупп на один-два оборота вправо и на полоборота влево для ломания стружки.
Вначале нарезания резьбы плашками необходимо делать некоторый нажим «а плашку (при рабочем ходе), не допуская ее перекоса. В процессе нарезания давление на обе руки должно быть равномерным.
Раздвижные плашки в клуппе в процессе нарезания следует поджимать только в начале прохода; после прохода по всей длине нарезки клупп свинчивают (или, как говорят, «сгоняют»), затем вновь поджимают плашки винтом и проходят резьбу второй раз.
При необходимости получить точную я чистую резьбу нарезку производят двумя плашками - черновой и чистовой.
Механизированное нарезание резьбы осуществляется ручной дрелью или резьбонарезной электрической машинкой, а также на сверлильном или резьбонарезном станке. Работа эта требует особого внимания и осторожности, особенно при использовании дрели и электрической или пневматической машины.
Ручными дрелями нарезают резьбу диаметром до 6 мм, причем производительность по сравнению с работой воротком увеличивается втрое. Применение электрической или пневматической машинок повышает производительность труда практически в 5 раз.
При нарезании резьбы дрелью или машинками метчик зажимается в патроне и особое внимание обращается на то, чтобы не было перекоса метчика относительно оси отверстия.
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части .
 Хвостовиком
метчик крепится в воротке
или патроне станка
.
Хвостовиком
метчик крепится в воротке
или патроне станка
.
Рабочая часть
метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№
1
-черновой
, № 2
- средний
и № 3
- чистовой
) для резьбы диаметром больше 3 мм. Черновой метчик
выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик
срезает до 30 % слоя металла. Чистовой метчик
придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3
) или проставлены номера метчиков, а также указаны размеры резьбы - диаметр
и шаг
.

Для вращения метчика при нарезании резьбы ручным способом применяют приспособление - вороток (рис. слева). Воротки бывают – нерегулируемые (рис. а ) и регулируемые (рис. б ).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием . С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом - чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
где D - диаметр отверстия, мм;
d - диаметр нарезаемой резьбы, мм; t - глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D - диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше - резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером
. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а
). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик - перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б
).
Нарезают резьбу следующим образом (рис. в
). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1-2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.

При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка
- получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля
- если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика
- если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.