Станок фрезерный СФ675 после реновации
Фрезерный станок 675 - инструментальный широкоуниверсальный фрезерный станок, предназначенный как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами.
Конструкция фрезерного станка СФ675
Фрезерный станок СФ 675 представляет собой вертикальную станину, на верхней части которой имеются горизонтальные направляющие, по которым перемещается шпиндельная бабка с горизонтальным шпинделем. На переднем торце этой бабки может при необходимости устанавливаться вертикальная фрезерная головка, в которой находится вертикальный шпиндель. На передней части станины имеются вертикальные направляющие, по ним передвигаются салазки, передняя вертикальная поверхность которых представляет собой основной рабочий стол станка. На рабочем столе при необходимости может быть установлен угловой стол, рабочая поверхность которого горизонтальна.
Дополнительная комплектация
Для повышения универсальности фрезерный станок комплектуется поворотными тисками, делительной головкой и поворотным круглым столом, которые могут устанавливаться как на угловом столе, так и на основном вертикальном столе станка. Также он может быть укомплектован быстроходной головкой, увеличивающей число оборотов для работы с большими нагрузками, долбежной головкой, монтируемой на торце шпиндельной бабки и резцедержателем для выполнения расточных работ.
Устройство фрезерного станка СФ675
Главное движение станка - вращение фрезы - обеспечивается через коробку скоростей, передается на горизонтальный шпиндель и через коническую пару шестерен - на вертикальный шпиндель. От того же привода движение поступает и в цепи подач: для вертикального перемещения суппорта, продольного перемещения салазок и поперечного перемещения шпиндельной бабки.
Универсальный фрезерный агрегат 675П выпускался Ереванским (Армения) и Одесским (Украина) комбинатом фрезерного оборудования. Данная модель станка пользуется немалой популярностью и в настоящее время.
1 Фрезерный станок 675П – характеристики и основные достоинства
Данный агрегат повышенной точности причисляется к классу широкоуниверсального инструментального станочного фрезерного оборудования, позволяющего осуществлять обработку заготовок разными типами фрез:
- концевыми, торцовыми, шпоночными при использовании вертикального шпинделя (он поворачивается под углом при потребности);
- дисковыми, цилиндрическими, фасонными при применении шпинделя горизонтального вида.
Деталь, которую необходимо обработать, закрепляем на угловом столе станка, имеющем горизонтальную плоскость, либо на основном с вертикальной плоскостью. Фрезерование поверхностей с наклоном выполняется на универсальном столе. Кроме того, агрегат располагает специальной делительной головкой и круглым столом, которые применяются для обработки требующих деления заготовок.
Описываемая установка комплектуется инструментальных шкафом, необходимыми инструментами и приспособлениями, позволяющими использовать возможности станка полностью.
При помощи дополнительного инструмента, а также долбежной, быстроходной и резцовой головки на агрегате можно выполнять долбежные, сверлильные (отличная замена разным при стандартных способах прорезания отверстий) и расточные мероприятия.
Данная широкоуниверсальная инструментальная фрезерная установка характеризуется следующими преимуществами:

2 Основные узлы агрегата и его кинематическая схема
Инструкция на фрезерный станок 675П (паспорт) дает информацию о его присоединительных и посадочных базах, а также составных частях, к коим относятся:
- два шпинделя;
- вертикальный стол (он называется основным);
- коробка подач и скоростей;
- съемный стол (горизонтальный);
- шпиндельная бабка;
- электрическое оборудование;
- станина;
- суппорт;
- вертикальная головка.

Кинематика данного широкоуниверсального агрегата, предназначенного для выполнения любых фрезерных работ, обеспечивается двумя цепями – подач и главного движения. Первая передает движение:
- в продольном направлении – салазкам;
- по вертикали – суппорту;
- в поперечном направлении – шпиндельной бабке.
Как правило, любые доступные перемещения производятся механически, но допускается выполнение операций вручную. Устройство подач функционирует от того же электрического привода, который приводит в действие устройство главного движения. Механические передвижения рабочих узлов станка имеют широкий диапазон, что обеспечивает выполнение:
- 16 подач с разной скоростью (в пределах 12,5 – 400 мм/мин);
- ускоренных (на уровне 935 мм/мин) ходов, которые передаются по цепи рабочим механизмам, затем салазкам и суппорту (посредством цепной передачи), либо шпиндельной бабке.
Если электродвигатель включить в режим реверса, вращение вала будет происходить вхолостую в обратном направлении.
3 Особенности конструкции и работы важнейших элементов станка
Коробка подач агрегата размещена в блоке. При помощи фланца его подсоединяют ниже коробки скоростей сбоку станины. Вращение подается на коробку от двигателя, затем движение идет на рабочие узлы. Подачи при этом изменяются аналогично процессу в коробке скоростей. Оператору необходимо следить за положением крестовой рукоятки станка, которая должна быть поставлена в положение "Нейтрально".
При передвижении муфты на валу в правую сторону включается режим ускоренных перемещений, так как вал отключается от цепи стандартных перемещений. Автоматическое включение нормальной подачи фиксируется при отпускании управляющей рукоятки.
Коробка скоростей также собирается в отдельном блоке. Передача на нее вращения, как было сказано, осуществляется посредством клиноременного механизма. Зубчатые колеса перемещаются при повороте рычага. Если зубья зацепляемых колес не совпадают, сведение дисков и включение скорости не происходит. Решить эту проблему можно при помощи маховичка, позволяющего вращать шпиндель в ручном режиме.

Суппорт фрезерного агрегата необходим для того, чтобы обрабатываемое изделие получило требуемую подачу. Специальная рукоятка дает возможность задавать направление подачи (механической) вниз либо вверх, влево либо вправо. Направление передвижения данной рукоятки идентично движению стола.
В предельных положениях суппорта упоры без команды и каких-либо действий оператора станка отключают механические подачи. В зависимости от того, какая точность обработки детали задана, ведется отсчет передвижений стола. Выполнить данную операцию можно при помощи мерных плиток, лимбами (их деление должно иметь цену 0,05 миллиметров), специальными миллиметровыми мерными приспособлениями (линейками).

Главное движение агрегата выполняет шпиндельная бабка, на которой смонтирован резак. Вращение на нее через зубчатое промежуточное колесо передает коробка скоростей. Установлена бабка на радиальных опорах (их две штуки), а упорные подшипники воспринимают все осевые нагрузки, позволяя данному узлу станка работать стабильно и без перебоев.
Станок модели 675П выпускался предприятием Одесский завод фрезерных станков им. С.М.Кирова , который разрабатывал и производил фрезерные станки универсальных моделей.
Одесский завод фрезерных станков прекратил свое существование в 2000 г.
Станок модели 675П выпускался, также, Ереванским заводом фрезерных станков , в настоящее время ЕрФрез, ОАО.
Фрезерные станки. Общие сведения
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные)
- специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
675П станок фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Инструментальный широкоуниверсальный станок модели 675, 675П выпускался Одесским заводом фрезерных станков в 50..60-х годах прошлого века и был заменен более продвинутыми моделями - 6а75, 6б75.
Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 675П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П.
Преимущества использования широкоуниверсального фрезерного станка 675П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Аналоги универсального фрезерного станка 675П
- ФСМ-250/676М - Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S - "Микрон", г. Одесса
- ВМ130 - Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 - Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 - ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 - Иркутский станкостроительный завод, г. Иркутск
- 6Т80 - Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 - Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 - Вильнюсский станкостроительный завод "Комунарас" г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва
- X8132 - Shandong Rooy Manufacture Co., Ltd., Китай
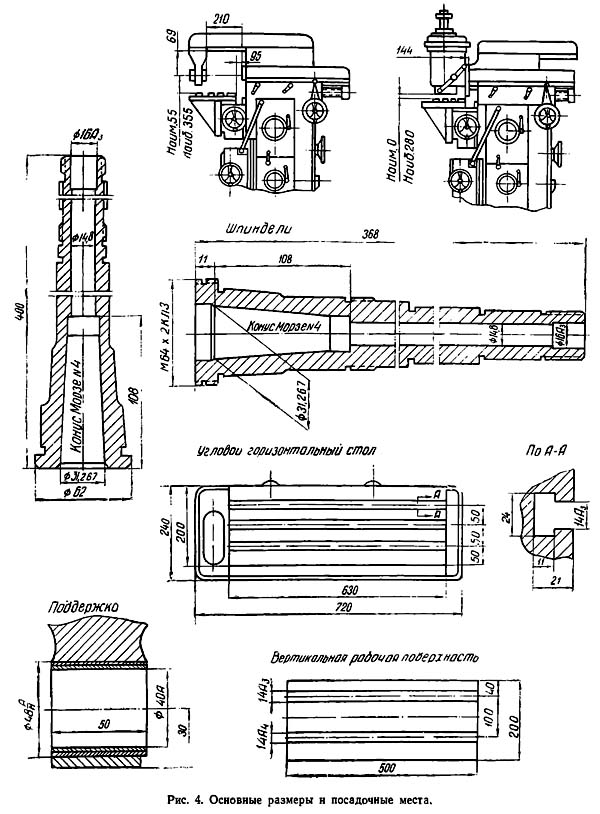
Габаритные размеры рабочего пространства станка 675П
Посадочные и присоединительные базы станка:
- габариты рабочего пространства при работе горизонтальным шпинделем;
- габариты рабочего пространства при работе вертикальным шпинделем;
- горизонтальный шпиндель;
- вертикальный шпиндель;
- основной вертикальный стол;
- угловой горизонтальный (съемный);
- присоединительные размеры серьги;
- габариты станка в плане.

Фото фрезерного широкоуниверсального станка 675П

Расположение составных частей фрезерного станка 675П
Перечень составных частей широкоуниверсального фрезерного станка 675П
- вертикальная головка
- коробка скоростей
- шпиндельная бабка
- коробка подач
- угловой горизонтальный стол
- суппорт
- станина
- электрооборудование
- основной вертикальный стол
Расположение органов управления консольно-фрезерным станком 675П

Расположение органов управления фрезерным станком 675П
Перечень органов управления консольно-фрезерным станком 675П
- Рукоятка набора скоростей
- Рукоятка включения скоростей
- Рукоятка набора подач
- Рукоятка включения подач
- Рукоятка ускоренного хода суппорта и шпиндельной бабки
- Маховик ручного перемещения стола в вертикальном направлении
- Маховик ручного перемещения стола в продольном направлении
- Рукоятка зажима суппорта в вертикальном направлении
- Рукоятка включения продольной и вертикальной механической подачи стола
- Рукоятка зажима в горизонтальном направлении
- Маховик ручного перемещения шпиндельной бабки
- Рукоятка включения механической подачи шпиндельной бабки
- Рукоятка ручного перемещения вертикального шпинделяи
- Рукоятка зажима шпиндельной бабк
- Зажим гильзы вертикального шпинделя
- Гайка крепления вертикального шпинделя
- Упор величины перемещения вертикального шпинделя
- Винт установки вертикального шпинделя в вертикальное положение
- Зажим инструмента (патрона)
- Зажим хобота горизонтальной бабки
- Маховик ручного вращения шпинделя
- Реверс оборотов шпинделя
- Пуск и остановка главного двигателя
- Включение станка в сеть
- Выключатель насоса охлаждения
- Выключатель освещения
- Упоры отключения механической продольной подачи
- Упоры отключения механической вертикальной подачи
- Упоры отключения механической поперечной подачи
- Лубрикатор для жидкой смазки С17-12

Кинематическая схема универсального фрезерного станка 675П
Описание кинематической схемы универсального фрезерного станка 675П
Кинематическая схема состоит из двух цепей: цепи главного движения и цепи подач.
Цепь главного движения
От электродвигателя мощностью 1,5 кВт движение передается на вал 1 при помощи клиноременной передачи. От вала 1 через коробку скоростей вращение передается барабанной шестерне 54, затем через шестерню 39 горизонтальному шпинделю VI.
Вертикальный шпиндель VIII получает вращение от горизонтального шпинделя через коническую пару 40, 41 и цилиндрическую 45, 44.
Различные положения блоков шестерен коробки скоростей (31-32, 65-63, 56-55, 38-37) позволяют сообщить 16 различных скоростей горизонтальному и вертикальному шпинделям.
Цепь подач
Цепь подач сообщает движение трем рабочим органам: суппорту по вертикали, салазкам в продольном направлении и шпиндельной бабке в поперечном направлении. Все перемещения осуществляются вручную или механически.
Диапазон скоростей механических перемещений всех рабочих органов обеспечивает осуществление ускоренных ходов - 935 мм/мин и 16 различных подач - от 12,5 до 400 мм/мин.
Механизм подач имеет общий с механизмом главного движения электропривод.
Коробка подач получает вращение от коробки скоростей через зубчатые колеса 30, 29.
Ускоренные перемещения сообщаются рабочим органам по цепи 29-62-61-60-64-71 и далее при помощи цепной передачи 70-74 суппорту или салазкам, а с помощью цепной передачи 69-46-шпиндельной бабке.
При реверсировании электродвигателя вал меняет направление вращения, но при этом колесо 62 автоматически входит в зацепление с колесом 64, минуя блок 61-60, который теперь вращается вхолостую, а все последующие передачи продолжают вращаться в том же направлении.
Во время ускоренных перемещений муфта на валу XIV находится в зацеплении с колесом 71.
Конструктивные особенности отдельных узлов фрезерного станка 675П
Коробка скоростей
Коробка скоростей (рис. 8) собрана в отдельном корпусе 10, который крепится фланцем к боковой стенке станины.
Вращение на механизм коробки скоростей передается от двигателя посредством клиноременной передачи.
Коробка скоростей передает вращение шпинделю, обеспечивая шестнадцать различных скоростей.
Изменение скоростей производится механизмом переключения следующим образом:
- Рукоятку включения скоростей 6 нужно поднять, при этом диски 8 раздвигаются и выходят своими отверстиями из зацепления с пальцами 9.
- Поворотом грибка набора скоростей 3 поворачиваются связанные с ним диски 8, этим самым произведена подготовка для включения набранной скорости.
Включение скорости происходит в результате поворота рукоятки 6 в исходное положение. При этом диски сводятся, поворачивая пальцы 9 и связанные с ними рычаги. Поворотом рычагов осуществляется перемещение блоков зубчатых колес.
При переключении возможны случаи несовпадения торцов зубьев зацепляемых колес, в результате чего диски не сводятся. В этом случае необходимо повернуть маховичок ручного вращения шпинделя 19.
Коробка подач
Коробка подач собрана в отдельном корпусе, который крепится фланцем к боковой стенке станины ниже коробки скоростей.
Вращение на механизм коробки подач передается от двигателя, а из коробки подач движение передается рабочим органам в соответствии с описанием цепи подач кинематической схемы станка.
Изменение подач производится так же, как и в, коробке скоростей.
Ускоренные перемещения осуществляются при нажатии на рукоятку 7, при этом муфта на валу XIV перемещается вправо, отключает вал от цепи рабочих перемещений и включает в цепь ускоренных перемещений. Рукоятка 7 должна быть нажата в течение всего времени ускоренного хода. После того как рукоятка отпущена, подача, ранее отключенная, вновь включается автоматически.
При переключении подач необходимо следить за тем, чтобы крестовая рукоятка находилась в нейтральном положении.
Для смазки шестерен коробки скоростей, коробки подач и Шпиндельной бабки служит плунжерный насос 4. Работа насоса контролируется через прозрачный глазок, изображенный на схеме смазки. Насос приводится в возвратно-поступательное движение эксцентриком 6, сидящим на валу X. На этом же валу сидит шестерня 2, имеющая спиральный паз, в который входит штифт 3.
При реверсе шпинделя шестерню 2 притормаживает пружинный фиксатор 8, и штифт 3 перемещает ее до зацепления с шестерней 1. При этом, как было указано в описании цепи подач, все последующие валы коробки подач не меняют направления вращения.
Суппорт
Суппорт, через механизм которого передается, продольное или вертикальное перемещение стола, служит для сообщения подачи обрабатываемой детали.
Механическая подача стола осуществляется ходовыми винтами 1 и 8 посредством приводного вала 24.
Направление механической подачи вправо или влево, вверх или вниз осуществляется крестовой рукояткой 16, при этом движение стола совпадает с направлением перемещения крестовой рукоятки.
Механические подачи в крайних положениях суппорта отключаются автоматически упорами, расположенными на станине, а в крайних положениях салазок упорами 6 и 15, расположенными на корпусе суппорта.
Отсчет перемещений стола, в зависимости от требуемой точности, может производиться тремя предусмотренными на станке устройствами: миллиметровыми линейками, лимбами 12 и 20 с ценой деления 0,05 мм и с помощью индикатора и мерных плиток-
Смазка трущихся поверхностей производится лубрикатором 25.
Вертикальная головка
Вертикальная головка является съемным узлом, с помощью которого станок переналаживается из горизонтального в вертикальный.
Вертикальная головка крепится к шпиндельной бабке двумя винтами, при этом головка своей выточкой в корпусе устанавливается на фланец 2 (рис. 12) шпиндельной бабки и тем самым центрируется соосно горизонтальному шпинделю.
Вертикальная головка может поворачиваться на 90° в обе стороны, для этого на фланце корпуса нанесены деления в градусах, а на шпиндельной бабке с правой стороны выгравирован отсчетный индекс. Вертикальное положение головки фиксируется двумя штифтами 24. При необходимости повернуть головку штифты 24 должны быть сняты.
Гильза 2, в которой смонтирован шпиндель 5, может перемещаться от рукоятки, сидящей на шестигранном конце 21 зубчатого вала 18, при этом вес подвижной части уравновешивается пружиной.
Гильза шпинделя, установленная в определенном положении, может быть зафиксирована винтом 25.
Для обработки партии деталей па определенную величину гильза 2 подается до регулируемого упора 16.
Упор 16 фиксируется в нужном положении на шпинделе винтом 13.
Шпиндель вертикальной головки смонтирован на двух радиальных опорах 1 я 9.
Осевые нагрузки воспринимаются подшипниками 7.
Шпиндель головки приводится во вращение от горизонтального шпинделя через конические шестерни 20, 19 и цилиндрические 17, 11.
Режущий или вспомогательный инструмент закрепляется в отверстии шпинделя с помощью шомпола 12.
Шпиндельная бабка
Шпиндельная бабка предназначена для осуществления главного движения станка - вращения инструмента.
Шпиндельной бабке, с установленным в ее шпинделе режущим инструментом, сообщается поперечная подача.
Шпиндель получает вращение от коробки скоростей через промежуточное зубчатое колесо, установленное в верхней части станины. С этим колесом зацепляется шестерня 7, смонтированная на шпинделе бабки,
Шпиндель бабки смонтирован на двух радиальных опорах 3 и 8.
Осевые нагрузки воспринимаются упорными подшипниками 4.
Инструмент, установленный в конус Морзе 4 шпинделя, затягивается шомполом 11.
При работе цилиндрической насадной фрезой оправка поддерживается серьгой 16, которая фиксируется в любом месте консольной части хобота 10.
Хобот с серьгой может перемещаться вдоль верхних направляющих бабки, перемещение осуществляется вручную.
Установка хобота в необходимом месте фиксируется прижимами 19.
Механическая или ручная подача шпиндельной бабки осуществляется винтом 12 и сопряженной с ним вращающейся гайкой (см. описание кинематической схемы). Гайка расположена в станине на одной оси с промежуточной шестерней.
Перемещение бабки ограничивается упорами 14.
Отсчет перемещений бабки выполнен по аналогии с суппортом тремя вышеописанными устройствами: миллиметровой линейкой, лимбами и плиткодержателем с применением мерных плиток и индикатора 18.
На корпусе бабки сбоку предусмотрено устройство 15 для установки и зажима трубки, подводящей охлаждающую жидкость. Для смазки опор шпинделя используется расположенная в станине емкость с минеральным маслом.

Электрическая схема универсального фрезерного станка 675П
Электрооборудование фрезерного станка 675П
Описание принципиальной электросхемы фрезерного станка 675П
Электрооборудование станка содержит:
- электродвигатель привода вращения шпинделя Д1
- электронасос охлаждения Д2
- пусковую и защитную аппаратуру, размещенную в нише станка
- местное освещение
Электрооборудование станка подключается к трехфазной сети переменного тока с напряжением 380 В и частотой 50 Гц.
Включение станка в электросеть осуществляется вводным автоматическим выключателем АВ.
Внимание! При осмотре или ремонте электроаппаратуры вводный автомат АВ обязательно должен быть установлен в положение «Отключено».
Питание местного освещения МО осуществляется от понижающего трансформатора Т.
При нажатии па кнопку КУ1 «Пуск» срабатывает контактор К и становится на самопитание - электродвигатели Д1 и Д2 получают питание. Отключение цепей управления и остановка электродвигателей осуществляются кнопкой КУ2 «Стоп».
Переключателем ПШ задается направление вращения электродвигателя Д1.
При необходимости электронасос Д2 может быть отключен от сети выключателем ВН.
При переключении скоростей (рукоятка переключения скоростей поднята вверх) цепь питания катушки контактора К разрывается контактами микропереключателя ВП-электродвигатели Д1 и Д2 обесточиваются.
Включение электродвигателей после переключения скорости осуществляется кнопкой КУ1 «Пуск».
Технические характеристики фрезерного станка 675П
| Наименование параметра | СФ676 | 675П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 200 х 630 |
| Размеры вертикального стола, мм | 250 х 630 | 200 х 500 |
| Максимальная масса обрабатываемой детали, кг | 100 | |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 80..380 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 0..300 |
| Наибольший вылет оси вертикального шпинделя, мм | 125..375 | 130..330 |
| Наибольший продольный ход стола (X), мм | 450 | 320 |
| Наибольший ход шпиндельной бабки (Y), мм | 300 | 200 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 300 |
| Цена деления лимбов, мм | 0,05 | 0,05 |
| Горизонтальный и вертикальный шпиндели станка | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 50..1600 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 63..2000 |
| Количество скоростей шпинделей | 16 | 16 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 148 | 214 |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | 155 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Стол | ||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 13..395 | 12,5..400 |
| Ускоренный ход стола, мм/мин | 935 | 935 |
| Количество подач стола | 16 | 16 |
| Наибольшее усилие подач стола, Н | 5000 | 5000 |
| Шпиндельная бабка | ||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 13..395 | 12,5..400 |
| Количество подач шпиндельной бабки | 16 | 16 |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | 5000 |
| Электрооборудование и привод станка | ||
| Электродвигатель главного привода, кВт | 3 | 1,5 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 3,12 | 1,12 |
| Габарит и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1110 х 1170 х 1650 |
| Масса станка, кг | 1050 | 1100 |
Фрезерное оборудование предназначено для точной обработки заготовок, изготовленных из различных сортов стали, чугуна и цветных металлов. Наиболее популярной моделью является фрезерный станок 675, который изготавливался Одесским специализированным заводом в 50-60 гг. прошлого века.
Конструкция станка
Основное назначение этого оборудования – выполнение фрезерных операций различных типов. Агрегат 675 относится к универсальным станкам. На нем можно устанавливать фасонные, цилиндрические и дисковые фрезы. С помощью специальной насадки делается долбежка материала.
Конструктивно станок состоит из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основной стол или горизонтальную рабочую поверхность. Благодаря функции поворота рабочей головки можно выполнять обработку под углом.
Кроме этого можно выделить следующие конструктивные особенности и характеристики фрезерного станка:
- станина, изготовленная методом литья, успешно поглощает большую часть вибраций. Также она обладает длительным сроком безремонтной эксплуатации;
- обработка деталей различных размеров. Максимальная длина составляет 80 см, а ширина – до 25 см;
- удобная система управления. Благодаря классической компоновке время обучения и получения навыков работы на оборудовании минимальное;
- наличие выдвижного хобота, на котором расположена дополнительная вертикальная головка. С ее помощью можно выполнять фрезерование деталей сложной формы;
- горизонтальные и вертикальные шпиндели имеют широкий диапазон параметров. Это позволяет выбрать оптимальный режим обработки.
Для увеличения функциональности станка можно приобрести дополнительные узлы. В частности – долбежную головку, которая не входит в стандартную комплектацию. При обработке методом деления можно использовать круглый стол или специальную насадку.
Дополнительно на оборудовании предусмотрена возможность выполнять операции сверления и рассверливания. Для этого не нужно приобретать дополнительную насадку, так как она входит в комплектацию.
Технологические характеристики оборудования

Фрезерный станок серии 675 до сих пор используется на мелкосерийных производствах и ремонтных мастерских. Однако нередко его фактические характеристики отличаются от паспортных данных. Поэтому для сравнения необходимо знать эталонные параметры оборудования.
Благодаря небольшим габаритам станка (111*117*165 см) его можно устанавливать в помещениях с ограниченным рабочим пространством. Но при этом следует учитывать массу, которая составляет 1100 кг. Для нормальной работы оборудования следует обустроить основание. Лучший вариант – заливка бетонной стяжки и установка регулировочных опор.
Основные технические характеристики станка 675:
- размеры рабочих столов. Горизонтального – 20*63 см, вертикального – 20*50 см;
- расстояния от осей шпинделя до рабочего стола. В горизонтальном блоке – от 8 до 38 см; в вертикальном – 0 до 30 см;
- максимальный вылет оси для горизонтального шпинделя – от 13 до 33 см;
- допустимые смещения по координатам: Х – 32 см; Y – 20 см; Z – 30 см;
- частоты вращения шпинельных головок. Горизонтальной — от 50 до 6000 об/мин; вертикальной – от 63 до 2000 об/мин;
- число скоростей шпинделя – 16;
- значения максимальных крутящих моментов, Нм. Горизонтальная головка – 214; вертикальная – 155;
- максимальный угол поворота вертикальной шпиндельной головки — ±90°;
- пределы подач рабочего стола – от 12,5 до 400мм/мин;
- функция ускоренного смещения – до 935 мм/мин;
- число подач для рабочего стола – 16.
В качестве основного привода в станке применяется электродвигатель мощностью 1,5 кВт. Помимо него установлен силовой агрегат для обеспечения работы системы охлаждения.
В видеоматериале показан пример использования станка 675 в качестве оборудования для домашней мастерской: