Як паяти мідні труби – інструменти, матеріали, правила паяння. Як правильно паяти мідні труби: технологія, матеріали, нюанси Як правильно паяти мідні труби для опалення
Перед тим, як паяти мідні труби, необхідно детально вивчити характеристики цього трубопрокатного сортаменту.
Перш за все, слід зазначити, що дані матеріали відрізняються більшою гнучкістю і вищою стійкістю до зовнішнього середовища, якщо порівняти їх із сталевими варіантами.
Тому при виборі перевага випаде на бік міді. Така труба простоїть у будинку рівно той термін, скільки прослужить сама будова. За умови, що ці вироби з'єднані пайкою, їх сміливо дозволяють ховати у стіну або під бетон.
Для обігрівальної та водопровідної мережі виготовляють мідні труби найвищої якості. Величезний спектр їх позитивних характеристик не меншає протягом усього часу використання.
Від застосування цього будматеріалу змушує відмовитися лише їхня висока ціна. Але, у разі вона цілком виправдовує себе високою якістю.
Різьбове з'єднання – мідні фітинги під опресування
Відео
В основі процесу паяння розташований капілярний ефект. При цьому припій рівним шаром лягає за перерізом труби. Також у процесі застосовують спеціальні фітинги, що підбирають окремо для кожного діаметра трубопрокату.
Відео
Також у процесі дій використовують припій та флюс. А сам метод паяння поділяю на два підвиди:
- високотемпературний;
- низькотемпературний.
Відео
Низькотемпературне (м'яке) спаювання. Застосовується при конструюванні трубомагістралі для транспортування рідини та газу.
Робоча температура під час процесу перевищує 110 градусів. Цей метод застосовують для сортаменту з об'ємом від 0,7 до 11 см. Патрубки, товщина стінок яких більше 0,16 см та об'ємом, що перевищує 11 см, з'єднують за допомогою зварювання.
З м'яких типів для виробів з міді найчастіше використовують товари L-SN AG5 та L-SN SB5. Високо затребуваними є варіанти з олова з невеликою добавкою срібла та сурми.
Показник робочої температури таких товарів знаходиться в межах двісті сорокаградусів. Їх дозволяють використовувати в мережах обігріву, для подачі різної води в харчовій промисловості.
Цифри 40, 50, 60 позначають відсотковий склад олова у цих видах. Температура їх плавлення становить 190, 210 та 235 градусів. При більш високих складах олова в сплаві нижче показник температури плавлення при спаюванні.
Відео
Низькоплавкі варіанти на алюмінієвій основі використовують широко. На проведення заходів із мідними виробами по монтажному зазору радять використовувати вид L-AL SL12.
Сюди відносять продукцію зі складом срібла не менше однієї чверті сплаву. Діапазон плавлення цього матеріалу становить 600-800 градусів.
Ще необхідно відзначити вигляд L-AG 40CD. Він також містить 20% срібла. Спектр показника температури плавлення коливається у межах від 600 до 635 градусів. Його можна зустріти під час робіт не тільки з мідними заготовками, але й з іншими металами.
Для створення максимально міцних стиків за допомогою м'яких, мідних та срібних сплавів радять залишати монтажний зазор розміром 0,02-0,04 см.
Більш детальну інформацію щодо роботи сплавів можна отримати з маркування на DIN або попросити поради у професійного майстра.
За таких умов радіаторів потрібно менше. Але якщо вони йдуть у закритій прокладці, то їм потрібна ретельна ізоляція. Інакше теплоносій передаватиме своє тепло стінам.
При питанні, як заізолювати мідні труби опалення, приховані в моноліт (підлога, стіни), все можна вирішити так. Їх від механічних пошкоджень, спричинених стрибками температури носія тепла, відмінно захистить гофра.
Халдаген при цьому транспортує два патрубки з міді різного діаметра. Заготівля меншого діаметра транспортує рідкий фреон, а інша газоподібний фреон.
Цей метал у цій ситуації вибрали не просто так, вона відрізняється високою стійкістю при контакті з фреоном.
Такі патрубки від кондиціонерів відмінно піддаються паянню. Для припою рекомендують фосфорно-мідний та срібний вигляд. А самі агрегати демонструють високу стійкість щодо розтягування.
Відео
Якщо коротко описати, як паяти мідні труби для кондиціонерів, це виглядатиме так:
- Спочатку позбавляються оксидної плівки. Роблять це шліфувальною шкіркою.
- Після цього на очищені ділянки наноситься флюс.
- Фітинг стикується з трубою. При цьому не можна забувати про напівміліметровий зазор.
- Місце стику прогрівається при температурі майже триста градусів. Нагрів здійснюють газовим пальником. Роблять це поступово, плавно переміщаючи полум'я вздовж конструкції.
- Після того як закінчили паяти, обов'язково необхідно промити систему, інакше залишки флюсу спровокують корозію металу, а це спричинить поломку кондиціонера.
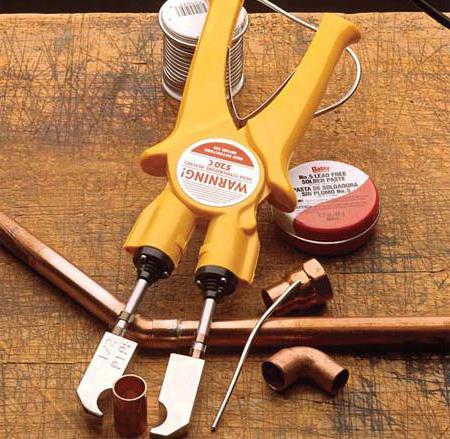
Паяльники «Dremel»
Проблема, як паяти мідні труби легко вирішується з паяльником Dremel. Ці невеликі пальники на газі можуть палити, паяти і розрізати. Вони легко видаляють стару фарбу, розморожують та розігрівають для згинання трубоматеріали.
Коштує паяльник «Dremel» близько 2000 рублів. З таким пристроєм можна забути про тривалий розігрів і великий термопістолет.
У комплекті з паяльником Dremel йде:
- паяльник;
- сопло для пальника;
- два ножі різного розміру;
- рефлекторна та щілинна насадка.
Для зручності користування пристроєм додається кілька ключів для зміни насадок, захисний ковпак для механізму та припій для паяння.
Отвором досить зручно і їх можна встановлювати, без участі рефлекторних насадок.
Заправляють пристрій бутаном для запальничок газу. Однією заправкою паяльника «Dremel» вистачає на годину роботи.
Відео
Це пристрій для побутового використання. Професійні аналоги коштують від 5 тис. рублів та більше. Паяння з таким інструментом перетворюється на задоволення.
Як паяти мідні труби, і те, що цей спосіб дуже ефективний зрозуміло. Адже для цього не потрібне дороге спецобладнання. Важливо й те й структура матеріалу залишається незмінною.
У результаті виходить міцний і надійний стик, який служитиме вічність. Головне при роботі дотримуватись технології та діяти акуратно.
Комунікації з міді сьогодні рідкісний, але виключно надійний варіант для водопостачання та опалення приватного будинку. Побутова думка про труднощі монтажу мідних трубопроводів насправді не підтверджується абсолютно. Самостійне паяння мідних труб доступне для непрофесіонала, якщо він знає технологію процесу і володіє інструментами. Освойте тонкощі з'єднання мідних труб, зберіть свій водопровід і вам більше не доведеться ніколи займатися комунікаціями.
Мідні труби хороші тим, що вони: не схильні до корозії, мають термін служби більше півстоліття, досить м'які, щоб не боятися перемерзання води в них. Мідь - матеріал ідеально гладкий, це запобігає утворенню в нальоту в трубах, до того ж матеріал має бактерицидні властивості.
Зверніть увагу! Склад мідного трубного матеріалу для домашніх комунікацій має бути на 99% чистою міддю. Сплави з «добавками» утворюють погано розчинні оксиди на поверхні, що перешкоджає якісному паянню.
Розрізняють два різновиди мідних труб, залежно від способу їх виготовлення:
- відпалені;
- невипалені.
Ці труби можуть мати однаковий склад, але різко відрізняються за фізичними властивостями.
Випалені труби – це еластичний трубний матеріал. Про ступінь гнучкості можна судити з того, що продають їх у бухтах, намотаними подібно до шлангу. Гнучкість відпалених труб є величезним плюсом при монтажі. З них можна формувати різні конфігурації без додаткових деталей. Це дає матеріальну економію на фітингах та витратних матеріалах. Зменшує трудовитрати, використовується менша кількість сполук.
І хоча ці труби вважаються менш міцними, ніж невідпалені, їхнього запасу міцності цілком вистачає для комунікацій в індивідуальних будинках.
Невідпалені труби не піддають додаткової обробки – вони залишаються твердими. Придбати такий матеріал можна прямими прогонами, як звичні сталеві. Розведення невідпалених комунікацій проводиться за допомогою фітингів.
Мідь являє собою метал, який має досить м'яку, податливу структуру. Тому, на відміну від тієї ж сталі, такий матеріал простіше паяти, ніж займатися його зварюванням. За великого бажання, наявності необхідних інструментів і витратних засобів впоратися з подібним завданням здатний навіть новачок. Давайте з'ясуємо, мідні труби.
Якості мідних труб
Найчастіше труби, виготовлені з представленого матеріалу, використовуються у домашньому господарстві при монтажі елементів опалювальних та водопровідних систем. Мідь є оптимальним рішенням для створення таких провідних шляхів. Вона має ідеально гладку поверхню, не зазнає корозії, не забивається відкладеннями, а також має бактерицидні властивості. З'ясувавши, чи мідні труби опалення правильно, можна забезпечити безперебійну службу системи протягом кількох десятиліть.
Інструменти та матеріали
Перш ніж розібратися, як паяти мідні труби, необхідно підготувати набір інструментів, які можуть знадобитися під час виконання робіт:
- Труборіз. Мідь є м'яким матеріалом. Навіть незначний тиск на такі труби може спричинити деформації. Тому при їх різанні рекомендується користуватися спеціалізованим інструментом.
- Розширювач. Оскільки в ході облаштування водопровідної або опалювальної системи застосовуються мідні труби ідентичного типорозміру, при підготовці до паяння з'єднань доведеться скористатися інструментом збільшення їх діаметра.
- Знімач фаски. Після поділу труб на потрібні відрізки необхідно виконати обробку країв. Тільки так елементи майбутньої системи зможуть заходити один до одного.
- Сталевий йоржок потрібний для зачистки труб зсередини.
- Металева щітка дозволяє прибрати забруднення, всілякі нашарування та оксиди, які можуть утруднити виконання якісного паяння з'єднань.
- використовується для розігріву стиків. Повинна містити спеціальну насадку, яка дозволяє проводити регулювання полум'я.
- Припій має вигляд дроту чи прутка, температура плавлення якого нижче проти міддю.
- Флюс - хімічний склад, нанесення якого полегшує паяння сполук.
Які мідні труби?
В даний час широкодоступні численні , які здатні забезпечити надійне з'єднання мідних труб шляхом паяння. Найчастіше майстри вдаються до використання низькотемпературних припоїв. Останні дозволяють створювати сполуки при порівняно низькому нагріванні матеріалу, що не викликає деформації міді. Однак подібні шви відрізняються не найкращими механічними якостями.
Що стосується припоїв, призначених для паяння при високих температурах, вони дозволяють створювати максимально міцні сполуки. У той же час застосовувати їх рекомендується лише досвідченим майстрам, оскільки без відповідних навичок тривалий термічний вплив на метал може призвести до його пропалювання.

Чим можна паяти мідні труби між собою? При низькотемпературній пайці, яка поширена при облаштуванні побутових опалювальних та водопровідних систем, найчастіше вдаються до використання. Останні дають можливість створювати досить стійкі до механічних навантажень з'єднання. Серед таких припоїв варто відзначити сплави олова з вісмутом, сурмою, селеном, сріблом. Основну частку у складі займає олово - близько 95 %. Решта припадає на додаткові компоненти.
Для виконання низькотемпературного паяння цілком підходять дешеві припої на основі олова та свинцю. Однак їх не рекомендується застосовувати при облаштуванні водопроводів, призначених для подачі питної води, оскільки свинець є токсичним матеріалом.
Який флюс краще використовувати для паяння мідних труб?
У разі низькотемпературного паяння зазвичай застосовуються хімічні склади на основі Втім, намагаючись розібратися, як паяти мідні труби, не варто приділяти надмірну увагу складу флюсу. Для паяння міді достатньо придбати будь-який засіб, призначений для цієї мети, наприклад каніфольно-вазелінову пасту.
Як паяти мідні труби без флюсу? Виконати міцні сполуки без застосування хімічних речовин цілком реально. Однак тут має здійснюватися високотемпературне паяння з використанням найбільш якісних припоїв на основі олова та срібла.

Процедура паяння
Як паяти мідні труби? Роботи виконуються у такій послідовності:
- За допомогою труборіза заготовки поділяються на відрізки необхідної довжини.
- Металевою щіткою та йоржиком зачищаються зовнішні та внутрішні поверхні, що підлягатимуть пайці.
- Спеціальним розширювачем збільшується діаметр закінчень відрізків, які планується насувати на інші труби.
- На краї майбутніх з'єднань рівномірно наноситься флюс.
- Закінчення труб вставляються одна в одну. Вологою губкою видаляються залишки флюсу.
- Прогрівається з'єднання. Як тільки флюс змінить початковий відтінок сріблястий, термічну обробку поверхонь необхідно припинити.
- До майбутнього стику підноситься припій. Останній повинен почати розтікатися без прогрівання пальником від підвищеної температури міді.
- Паяння припиняють, як тільки припій заповнить усі порожнечі в області шва.
- Після остигання з'єднання стик протирається вологим відрізком матерії, що дозволяє прибрати залишки припою та флюсу.

Існує ряд порад, які можуть стати в нагоді при виконанні робіт. Так, майстрам, які не мають великого досвіду паяння мідних труб, рекомендується попередньо потренуватися, використавши як витратний матеріал відрізки непотрібних заготовок. Як стверджують фахівці, необхідно кілька разів виконати пробну пайку, щоб сформувати загальне уявлення про таку роботу.
Під час нагрівання стиків пальником важливо не перетримувати полум'я в одній точці, оскільки температура може досягати порядку 1000 °С. Щоб не пропалити мідь достатньо рівномірного розігріву ділянки протягом 20 секунд.
Після завершення паяння необхідно виконати ретельне промивання системи трубопроводу під значним напором води. Тільки так можна прибрати надлишки припою та флюсу, які застигли всередині сполук.

На закінчення
От ми й розібралися, як паяти мідні труби. При відповідальному підході до завдання та наявності необхідного інструменту впоратися з такою роботою здатний кожен. Важливо лише заздалегідь потренуватися, не відхиляючись від технології.
Вирішили використовувати мідні труби для облаштування системи водопроводу? Хочете створити у ванній цікавий стиль стимпанк, але не знаєте, як паяти мідні труби? Посібник із виконання робіт для новачків запропоновано у матеріалі нижче.
Мідь, хоч і відрізняється високою вартістю на відміну від полімерів, все ж таки є якісним матеріалом для пристрою водопостачальної комунікації. До переваг міді можна віднести високу міцність, естетичну привабливість, несхильність до корозії, схильність до експлуатації при високому тиску і відмінну теплопровідність. Мідний трубопровід працюватиме вірою та правдою не один десяток років.
Мідь - м'який металевий сплав, який ще за давніх часів із задоволенням використовували карбувальники для своїх робіт. Сьогодні мідь не менш популярна. Труби з такого сплаву – невід'ємна частина систем опалення та кондиціювання. Водопровід також може бути влаштований за допомогою мідних елементів.
Для монтажу магістралі використовують метод паяння, у якому елементи міді з'єднуються з припоєм. Цей матеріал з м'яких видів металів розплавляється під впливом певних температур та формує єдину герметичну сполуку.
Важливо: паяння мідних труб своїми руками – завдання не складне. Головне правильно підібрати припій та визначити температуру паяння. При цьому варто знати, що за високої вартості мідні труби не вимагають додаткових сполучних елементів. Тобто мідь можна з'єднати в єдину магістраль і при цьому заощадити на купівлі фітингів, муфт та ін.
Про те, як паяти мідні труби, і як це зробити правильно в домашніх умовах, у нашому матеріалі нижче з докладною відео-інструкцією.
Методи паяння труб з міді

- Низькозмпературний спосіб. Найчастіше використовується в домашніх умовах. Тут паяння відбувається з використанням м'якого припою з олова, свинцю або їх сплавів із додаванням срібла. Температура паяння може досягати максимум 450 градусів під час виконання робіт.
- Високотемпературний метод. Його ще називають паяння мідних труб твердим припоєм. У цьому випадку, щоб розплавити припій і домогтися з'єднання елементів магістралі, потрібно досягти температури нагрівання пальника в межах 600-900 градусів.
Інструменти, необхідні для виконання робіт

- Труборіз. Необхідний для ідеально рівного різання ділянок труби перед паянням. Завдяки такому інструменту внутрішній просвіт труби та її коло при різанні не порушуються.
- Фаскознімач. Використовується для зачистки краю зрізу та його закруглення всередину труби для якісного стикування водопровідної магістралі з кількох шматків труби.
- Труборозширювач. Його застосовують у тому випадку, якщо спаювання мідних труб водопроводу проводитиметься без застосування фітингів та муфт. Труборозширювач розширює один кінець труби до потрібного діаметра таким чином, щоб у нього щільно входить відріз іншої туби.
- Щітка та йорж для якісної зачистки спаяних труб від окису.
- Відбивач. Робочий елемент, який кріплять на сопло пальника, щоб полум'я не пошкодило інші прилеглі предмети.
- Газова лампа . Саме вона подає полум'я на ділянку туби, що спаюється.
Про те, який саме пальник потрібно підготувати, розбираємо нижче.
Газовий пальник

Для того, щоб правильно спаяти водопровідні труби з міді, потрібно заготовити відповідний тип пальника. Вони поділяються на кілька видів:
- Пристрій із одноразовим балоном для побутового застосування;
- Пальник із встановленим стаціонарним балоном;
- Ацетилен-кисневий пальник, придатний для паяння труб з міді. Саме її і потрібно знайти для виконання робіт.
У свою чергу пальник для плавлення припою та паяння міді може відрізнятися потужністю. Вибирати потрібно в залежності від того, яким припоєм ви працюватимете (м'яким або твердим).
- Для паяння м'яким припоєм можна брати малопотужний напівпрофесійний пальник з газом термофеном. Такий інструмент розвиває температуру до 650 градусів під час горіння полум'я. Відмінна особливість такого пристрою в тому, що тут можна регулювати температуру подачі полум'я, і вона при цьому залишатиметься задано-стабільною.
- Паяння мідних труб водопроводу твердим припоєм можна проводити тільки професійними пальниками.
Припій

Для виконання надійного паяння необхідно придбати припій. Він буває двох видів – твердий та м'який.
- Твердий припій виготовляють у формі довгих стрижнів. Такий припій можна використовувати для паяння труб гарячого водопроводу, газопостачання, кондиціювання або магістралі, що працює при високому тиску. Температура паяння такого припою сягає 900 градусів. Найпоширенішими видами твердого припою вважаються мідно-фосфорний сплав Cu94 P6, що самофлюсується, і сплав Cu92 P6 Ag2 з добавкою срібла з фосфору і міді.
Важливо: такий твердий припій має у своєму складі 6%-ну добавку фосфору, що знижує температуру паяння до 750 градусів.
- М'який припій виробляють у формі тонкого дроту діаметром 2-3 мм. Такий припій застосовують при паянні водопроводу своїми руками у побуті.
- Існує також спеціальна паста, що має назву флюс. Випускається у банках. Її необхідно використовувати для якісного очищення стиків труб, зняття окису зі шва після паяння та покращення характеристик плавлення припою. При цьому флюс буває як для паяння за високих температур (понад 450 градусів), так і для паяння за низьких температур (до 450 градусів).
Важливо: флюс сприяє кращому зчепленню припою з міддю.
Крім всіх інструментів, припою та флюсу необхідно також підготувати фітинги, якщо є необхідність здійснювати повороти та вигини водопровідної магістралі. Усі фітинги мають регламентований діаметр та відповідають ГОСТ. Вартість фітингів та перехідників досить демократична.
Виконуємо пайку труб
Технологія паяння мідної магістралі виглядає так:
- Труборізом відрізаємо потрібні ділянки труби та зачищаємо краї фаскознімачом.
- Якщо використовуватиметься фітинг, то і його краї, і краї туби якісно знежирюємо. Якщо фітинг не використовується, край однієї труби розширюємо труборозширювачем.
- Приміряємо деталі для огляду стиків.
- Тепер краї туб обробляємо тонким шаром флюсу з боку стиків.
Важливо: якщо буде проводитися високотемпературне паяння з використанням припою, що самофлюсується, то тут флюс не потрібен.
- Тепер вмикаємо газовий пальник і якісно прогріваємо труби в місцях стиків до заданої температури.
- Після цього в місця зазорів укладаємо припій. При цьому варто стежити за тим, щоб припій плавився від нагрітої труби, а не від полум'я пальника. Краї туб ретельно притискаємо.
- Після того як туби охолонуть, видаляємо залишки флюсу та окису з мідної поверхні ганчірочкою.
Важливо: варто знати, що прогрівання туби та плавлення припою відбувається протягом 5 хвилин. Тому важливо не перегріти труби.
Порада: якщо паяються дві близько розташовані одна до одної ділянки труби, то вже оброблену частину магістралі потрібно охолодити змоченою в холодній воді ганчіркою. Інакше є ризик, що з'єднання при нагріванні наступної ділянки труби розійдеться під впливом високої температури.
Уникаємо помилок

При паянні мідних туб майстри-новачки часто припускаються ряду поширених помилок. Такими є:
- Слабке прогрівання елементів магістралі, внаслідок чого плавлення припою відбувається неповністю. Таке з'єднання зруйнується за будь-якого навантаження.
- Надмірне перегрів мідного сплаву, навпаки, веде до руйнування шару флюсу. Це, у свою чергу, призведе до утворення окису та окалини на поверхні металу. Такий ефект також спричинить руйнування сполуки.
- Ігнорування заходів безпеки. Оскільки робота ведеться з хімічними елементами і при високих температурах, слід одягати захисні рукавички і маску.
- Збираючись перевірити з'єднання, варто переконатися, що туба в місці паяння охолола.
- При процедурі паяння варто забезпечити хорошу вентиляцію приміщення. Цього вимагає технологія виконання робіт, оскільки паяння виконується із застосуванням агресивних кислотних речовин.
- Захисний одяг із грубої тканини також не буде зайвим, оскільки є ризик попадання на тіло іскор полум'я та частинок припою, що може призвести до опіку.
Порада: якщо ви сумніваєтеся в правильності прогріву труб до потрібної температури, запросіть досвідченого майстра для отримання практики. Фахівець точно знає, протягом якого часу мідь прогрівається до певних температур.
Відео: технологія спаювання мідних туб
На відміну від сталі, мідь найчастіше доцільніше паяти, ніж варити. Особливо якщо справа стосується тонкостінних мідних труб, що використовуються для різних систем - водопровідних, опалювальних, холодильних, газових. Ця доцільність обумовлена цілою низкою особливостей. По-перше, мідь та її сплави набагато простіше паяти, ніж зварювати. Впоратися з паянням міді при певному старанні може навіть новачок, тоді як зварити її без ґрунтовної підготовки навряд чи вдасться. Паяння не змінює структуру металу, не вимагає дорогого обладнання, як того вимагає зварювання. Ну і, нарешті, паяні з'єднання при дотриманні технології та застосуванні відповідних матеріалів виходять досить міцними та термостійкими, щоб витримати призначене їм механічне та теплове навантаження.
Найчастіше, в домашніх умовах, виникає необхідність паяння мідних труб при монтажі водопроводів або опалювальних систем. Мідь є добрим матеріалом для водопровідних труб. Вона не піддається корозії, має гладку поверхню, що забезпечує хороший струм води, не заростає відкладеннями, не тільки не містить шкідливих речовин, але навіть має бактерицидні властивості. Мідний водопровід здатний прослужити дуже довго, 50 років і більше.
Трохи теорії
Панівна думка про гарну паяння міді та її сплавів вірна лише в тому випадку, коли йдеться про саму мідь та її сплави з цинком, оловом, свинцем, фосфором, сурмою, залізом, нікелем, марганцем. Ці метали насправді мають окисли, що відносно легко видаляються флюсами. Але мідні сплави, леговані хромом, алюмінієм, кремнієм, титаном і деякими іншими елементами, мають на своїй поверхні оксиди, що важко розчиняються флюсами. На щастя, частіше доводиться мати справу не з ними, а з технічно чистою міддю або тими її сплавами, які утворюють оксиди, що легко видаляються. Так що твердження про те, що паяння міді не завдає особливого клопоту, в більшості випадків можна вважати вірним.При паянні взагалі і мідних трубок, зокрема, використовуються зазвичай нахлесточные типи з'єднань. Вони дозволяють забезпечити достатню міцність конструкції навіть у тому випадку, якщо використовуються м'які припої, що володіють відносно малою міцністю. Вважається, що для забезпечення задовільного міцності паяного з'єднання, нахлест повинен бути не менше 5 мм. Насправді застосовуються зазвичай набагато вищі значення, як і забезпечує хороший запас міцності.
Взаємне перекриття елементів у трубопроводі забезпечується за рахунок використання фітингів або операцій розширення та відборовування труб. Частини труб та фітингів вставляються одна в одну. При цьому між елементами, що з'єднуються, забезпечується саме такий зазор (0,1-0,2 мм), який необхідний для дії капілярних сил, що є необхідною умовою для більшості видів паяння. Під їх дією розплавлений припій мимоволі втягується в зазор, рівномірно розподіляються по всій поверхні контакту і герметизує щільно з'єднання. Капілярні сили дозволяють подавати припій знизу.

Мідні труби
Хімічний склад металу, що йде виробництво мідних труб, регламентується Росії ГОСТом 859-2001. Згідно з ним у всіх марках міді вміст Cu (+Ag) становить понад 99%. Допустимі невеликі домішки заліза, олова, свинцю, сурми та інших елементів.Мідні труби бувають відпаленими (м'якими) та невипаленими (твердими). Перші виходять в результаті відпалу - нагріву до 600-700 ° C з поступовим охолодженням. Ця операція повертає міді її природну пластичність, втрачену під час механічної обробки (штампування або прокатування) під час виготовлення.
Відпалена труба має деякі технологічні переваги перед невідпаленою. Програючи їй у міцності, вона набагато перевершує її у пластичності. Значення її подовження при розриві може сягати 40-60%. Це означає, що відпалену трубу за потреби можна гнути, не побоюючись розриву. Дотримуючись при цьому, звичайно, певні співвідношення між діаметром труби та радіусом згинання (R=3d-8d, залежно від способу згинання). Мідні відпалені труби можуть позбавити від розриву водопроводу при його випадковому заморожуванні завдяки пластичній деформації металу, що не дозволяє трубі розірватися. Той, хто хоч раз стикався із заміною сталевих "заморожених" труб, здатний повною мірою оцінити цю гідність.
Відпалені труби поставляються в бухтах по 50 і 25 м, невипалені - у вигляді мірних шматків (штанг) завдовжки 3 і 5 м.

Способи з'єднання труб
Найзручніший спосіб з'єднання мідних труб – за допомогою фітингів, яких випускається безліч. При всій кількості видів цих деталей, основних форм, що використовуються найчастіше, всього три: трійники (забезпечують відгалуження від труби), кути (змінюють напрямок трубопроводу на 90°) і муфти (з'єднують дві труби).
За бажання можна обійтися взагалі без фітингів або принаймні їх мінімальною кількістю. Щоправда, для цього потрібно мати спеціальний недешевий інструмент, що дозволяє виконувати з трубами певні операції, - а саме, згинання, розширення та відбортування. Використовуючи згинання, можна обійтися без фітингів-кутів. Розширення (збільшення діаметра кінця труби) дозволяє обійтися при паянні труб без муфт. Застосовуючи відбортування, можна відмовитися від придбання трійників (або кутів, якщо обрізати трубу і встановити на її кінець заглушку). Необхідно лише мати на увазі, що при використанні відбирання відвідна труба повинна бути меншого діаметру, ніж магістральна.
Щоб виконувати всі ці операції з трубами, необхідно мати ручні або електричні пристрої: трубогиб, отбортовщик і розширювач.
При використанні трубогибіврадіус вигину повинен бути не менше ніж 3,5d (d - діаметр труби) при діаметрі до 15 мм, і 4d при діаметрі 18 мм. При використанні згинальної пружини- не менше ніж 6d.


Фірмові трубогиби коштують недешево, тому можливо буде корисна інформація про саморобні трубогиби.
Надмірно малий радіус може призвести до розриву або сплющування труби. Відпалені труби можна гнути з меншим радіусом, але крутий згин (менше 3d), з погляду потоку, несприятливий. Відпалені труби також можна обережно гнути руками. У цьому випадку, щоб уникнути сплющування, радіус вигину повинен бути не меншим ніж 8d.
Погано виконані згини, при яких труба сплющилася і поперечний переріз втратив круглу форму або внутрішня поверхня згину зібралася гармошкою, викликають турбулентні потоки в згині труби, що призводить до ерозійно-корозійних ушкоджень.
Невипалену (тверду) трубу, до діаметра 18 мм, можна згинати в холодному стані трубогибом. Труби більшого діаметру перед згинанням слід пом'якшувати при температурі 500-600°С.
Робота розширювача (експандера)заснована на розсуві у радіальному напрямку сегментів кулачкового механізму, вставленого всередину труби. Мідна труба, що розширюється, повинна бути відпаленою (м'якою). Завдяки системі важелів при натисканні на рукоятки інструменту створюється необхідне зусилля, потрібне для пластичної деформації металу. Все дуже просто – вставив кулачковий наконечник у трубу, стиснув рукоятки та отримав розтруб, у який можна вставляти трубу такого ж діаметра. З відрізка труби можна зробити муфту, розширивши обидва кінці заготовки. При необхідності кінець невідпаленої труби можна відпалити самостійно.

Операція відбортуваннядещо складніше операції розширення. Вона складається з двох етапів: свердління отвору спеціальним калібрувальним свердлом і безпосередньо самої відбортування. Після того, як отвір буде просвердлено, необхідно вставити в нього оправку з розсувними, змащеними консистентним мастилом вусиками, і закріпити на ній зовнішню частину пристрою, що слугує упором при витяжці. Після цього до зовнішньої частини приєднується електроінструмент. Обертання шпинделя витягає оправку з отвору. При цьому розсунутими вусиками здійснюється відбортування - загин назовні кромки просвердленого отвору.



Тепер в трубу можна вставляти відвід, що є відрізком труби меншого діаметра. Щоб він не виступав зсередини надто сильно і не перешкоджав руху води, на його стінках за допомогою спеціального інструменту формують два виступи. Останні впираються в розтруб, забезпечуючи занурення відведення в отвір на певну глибину.

Описаний спосіб відбортування передбачає використання електроінструменту, але є й ручні моделі.

Припої та флюси
Мідь та її сплави можна паяти як низькотемпературною, так і високотемпературною пайкою. Існує достатня кількість м'яких та твердих припоїв, що забезпечують хорошу якість паяння труб.Використання низькотемпературних припоїв дозволяє виконувати паяння при температурі, яка мало впливає на міцність міді, але вони дають шов із найгіршими механічними характеристиками. Припої для високотемпературного паяння дають велику міцність шва і допускають високу температуру експлуатації системи, але при цьому відбувається відпал міді і потрібна більша навичка, так як легко перепалити метал.
Низькотемпературна паяння найбільш популярна у водопостачанні та опаленні. Є багато низькотемпературних безсвинцевих припоїв, що забезпечують досить гарну якість мідної пайки. Це сплави олова із сурмою, міддю, сріблом, вісмутом, селеном. Основну частину (до 95-97%) у них становить олово, решту – інші елементи. Найкращими технологічними властивостями мають срібловмісні припої, наприклад, S-Sn97Ag3, що містить 97% олова і 3% срібла. Дещо гіршими, але досить хорошими якостями володіють припої, що містять мідь, зокрема S-Sn97Cu3 (97% олова і 3% міді). Є трикомпонентні припої, що містять олово, срібло та мідь (наприклад, склад з 95,5% олова, 3,8% срібла та 0,7% міді). Найбільш універсальним і широко використовується олов'яно-мідний припій. Недоліком олов'яно-срібних сплавів є більш висока вартість, порівняно з олов'яно-мідними сплавами.


Ці склади припоїв дають гарну якість шва та відповідають усім вимогам щодо міцності, довговічності та надійності водопроводів та систем опалення. Припої інших складів практично не використовуються.
Взагалі для низькотемпературного паяння міді підходять і свинцево-олов'яні припої, але якщо паяється трубопровід для питної води, від них необхідно відмовитися через шкідливість свинцю.
Як флюси для низькотемпературної паяння застосовуються в основному склади, що містять хлорид цинку. Однак навряд чи варто при покупці флюсу приділяти особливу увагу його складу. Для паяння міді існує багато ефективних флюсів, потрібно просто придбати будь-який склад, призначений для цього. Наприклад, F-SW 21 або каніфольно-вазелінову пасту, що складається з каніфолі, хлористого цинку та технічного вазеліну. Форма у вигляді пасти - найзручніша для нанесення на деталі.

З урахуванням великої площі контакту елементів трубопроводу низькотемпературні припої забезпечують достатню міцність з'єднань. Вдаватися до високотемпературних припоїв має сенс лише у випадках, як у цьому є особлива потреба. Наприклад, якщо передбачається експлуатація паяного трубопроводу при високих (вище 110 ° C) температурах - в опалювальних системах з використанням пари високого тиску або в інших випадках. Для паяння газопроводів з мідних труб застосовується тільки високотемпературне паяння, як з'єднання з найбільшою міцністю та надійністю, низькотемпературне паяння в газопостачанні не використовується.
Нижченаведена таблиця містить значення допустимих тисків у трубопроводах з мідних труб діаметром 6-28 мм, паяних низькотемпературними (м'якими) та високотемпературними (твердими) припоями.
* - для мідних труб діаметром 6-28 мм.
Для високотемпературного паяння міді найбільшого поширення набув мідно-фосфорний припій складу Cu-94%, P-6% (L-CuP6 та подібні до нього - ПМФ 7, ПМФ 9 та ін.). Введення 6%-ої добавки фосфору дуже різко знижує температуру плавлення міді (до 710-750 ° С), що дозволяє використовувати цей склад як припій.

Мідно-фосфорні припої у разі паяння міді з міддю не вимагають обов'язкового застосування флюсів. Ще один плюс цього припою - коефіцієнти термічного розширення припою і міді деталей, що паяються, практично ідентичні. Велике поширення отримав також припій складу, що самофлюсується: 92% Cu, 6% P, 2% Ag (мідно-фосфорний зі сріблом - L-Ag2P). Усі тверді припої випускають як твердих прутків.
У зв'язку з крихкістю сполуки, що виникає через хімічну реакцію фосфору з деякими металами, не можна застосовувати мідно-фосфорні припої для паяння кольорових металів із вмістом нікелю вище 10%. Ці припої не рекомендується використовувати для паяння алюмінієвої бронзи. Не можна їх використовувати і при паянні сталі, чавуну.
При з'єднанні мідно-фосфорними припоями елементів з різних сплавів міді: мідь з бронзою або мідь з латунню або бронза з латунню - завжди потрібне застосування флюсу для високотемпературного паяння.

Для низькотемпературної та високотемпературної пайок доцільним є використання узгоджених припою та флюсу для конкретного виду паяння одного виробника.
Процес паяння мідних труб полягає в послідовному виконанні наступних операцій: різання труби, зняття фасок, зачистки частин, що з'єднуються від оксидів, промазання їх флюсом, складання з'єднання, його нагріванні і нанесенні припою.Різання. Найзручніше різати труби труборізом. Випускається безліч видів цього інструменту, але всі вони мають схожу конструкцію і складаються з корпусу, опорних роликів, ножа, що ріже, у вигляді диска, і гвинта, що підтискає ніж до труби. Основна відмінність моделей полягає у формі корпусу, від якої залежить необхідна сила обертання при різанні. Чим довше важіль, за який повертається труборіз, тим легше різати. Для різання труб, що знаходяться близько від конструкцій, що захищають, застосовують компактні труборізи з мінімальним розміром. Вони вимагають більшого зусилля, ніж труборізи звичайних розмірів.

Послідовність різання така. Труборіз встановлюється на трубі таким чином, щоб край різального ролика збігався з лінією різу. Затискається гвинт, що підтискає ролик до труби, та поворотом інструмента навколо осі труби здійснюється різання. Після кожних 1-2 оборотів потрібно обертанням гвинта підтискати ролик до труби.
Трубу можна відрізати і звичайною пилкою по металі або електролобзиком. Потрібно тільки постаратися зробити різ перпендикулярним до осі. Для цього краще купити або зробити шаблон – стусло.
Застосування труборізів дає рівну кромку труби, але може призвести до невеликого зменшення діаметра труби, задираки утворюються тільки всередині труби. Застосування ножівки дозволяє уникнути деформації труби, але дає багато задирок.
Зняття фасок. Після різання необхідно зняти внутрішню та зовнішню фаски. Труборіз трохи загинає край труби всередину, якщо цей загин не прибрати, він буде створювати турбулентність і опір потоку води або газу. Зовнішня фаска знімається для полегшення збирання. Існують спеціальні серпоподібні ножі для зняття фаски. Іноді вони вбудовуються в труборізи, іноді є окремим інструментом. Випускаються також фаскознімні інструменти у вигляді втулок (одною стороною знімають внутрішню фаску, іншою - зовнішню). В крайньому випадку можна скористатися монтажним або будь-яким іншим ножем.


Зачистка. Після зняття фаски потрібно очистити деталі, що сполучаються, від оксидів. Зовнішні поверхні зачищаються дрібною абразивною шкіркою (із зерном підряду P600), дротяною сіткою з нержавіючої сталі або спеціальним інструментом з отвором, обрамленим щіткою. Для внутрішніх поверхонь використовуються йоржики, шкірка або сітка, навернена на якийсь штир або, в крайньому випадку, власний палець. Поверхня зачищається до блиску. Якщо використовувалася абразивна шкірка, після очищення необхідно видалити з деталей залишки абразиву. Наявність сторонніх речовин на поверхні знижує якість будь-якої, у тому числі і мідної пайки.


Обробка флюсом. Промазку флюсом потрібно проводити відразу після зачистки, оскільки вже через кілька хвилин очищена поверхня буде знову покрита оксидами, що перешкоджають змочування припоєм. Пастоподібний флюс наноситься пензлем на зовнішню поверхню деталей, що вставляють усередину інших. Наносити потрібно кількість, достатню для повного покриття поверхонь, що сполучаються, але без надлишку.

Складання. При складанні потрібно трохи провернути деталі одна щодо одної, щоб флюс добре розподілився по поверхні і переконатися, що труба досягла упору. Потім слід прибрати сухою бавовняною тканиною надлишки флюсу і закріпити деталі в потрібному положенні або укласти їх на вогнестійкі матеріали, на яких можна нагрівати без ризику пожежі.

При монтажі мідного трубопроводу із застосуванням газового пальника слід використовувати вогнезахисний екран.

Нагрів та паяння. Перш ніж приступати до нагрівання труб, що мають гумові або пластмасові компоненти, останні потрібно видалити, щоб уникнути їх пошкодження при нагріванні. У кранів, що припаюються, слід викрутити вентиль, щоб не пошкодилися прокладки. Якщо виконується паяння мідних труб у вже змонтованому трубопроводі, потрібно відкрити клапан запірних пристроїв, щоб у трубі при нагріванні не створювалося підвищеного тиску.
Температура паяння труб м'якими припоями становить 250-300 ° C, твердими - 700-900 ° C. Найчастіше для нагрівання використовують газові пальники. Для низькотемпературного паяння труб зручні будівельні фени, що мають температуру повітря, що виходить при повній потужності до 650°C. Їх можна оснастити спеціальними насадками на сопла, що забезпечують прогрівання труби з різних боків.

Якщо використовується газовий пальник, то полум'я має бути нормальним - без надлишку чи нестачі кисню. У збалансованій газовій суміші полум'я тільки нагріває метал та іншого впливу не чинить. У разі збалансованої газової суміші полум'я пальника має яскраво-синій колір і невелику величину. Пересичене киснем полум'я окислює поверхню металу. Ознакою цього явища є чорний окисний наліт на металі. Смолоскип полум'я пальника, насичений киснем блідо-блакитного кольору та маленький.
Прогрівати потрібно все з'єднання, переміщуючи полум'я туди-сюди з різних боків труби, при цьому іноді стосуються припоєм щілини з'єднання. Потрібна температура досягається тоді, коли припій починає плавитися при дотику до труби. Не потрібно створювати надмірного нагріву. Зазвичай з практикою достатність нагрівання визначається за кольором поверхні металу та появою диму флюсу. Деякі флюси при достатньому для паяння нагріванні виділяють сигнально дим або змінюють колір. Виробник зазвичай вказує на такі особливості свого флюсу.

Не слід забувати про необхідність переміщення полум'я, щоб не перегріти якусь окрему ділянку з'єднання.
При паянні розгалужених з'єднань, наприклад трійника, слід дотримуватися черговості заповнення зазорів припоєм - з нижнього до верхнього. У цьому випадку висхідне тепло не заважає остиганню та кристалізації припою.
Необхідна кількість дротяного припою діаметром 2,5-3 мм на один стик становить приблизно ділянку, довжина якої дорівнює діаметру паяної труби. Щоб контролювати витрати припою, потрібно відміряти на дроті необхідну довжину на один стик і зігнути його буквою "Г".

Після прогріву з'єднання до температури паяння, полум'я пальника потрібно відсунути від стику (але не від з'єднання) та розплавити необхідну кількість припою у стик. При цьому не слід забувати про переміщення полум'я по з'єднанню.


Припій має плавитися не від полум'я пальника, а від теплоти прогрітого з'єднання.
Не потрібно намагатися розподіляти припій по всьому периметру стику. Під дією капілярних сил припій сам втягується в зазор і розподіляється по поверхнях, що сполучаються. Потрібно лише постаратися ввести саме ту кількість, яку потрібно, без браку і надлишку. Цей процес добре протікає, якщо поверхня металу чиста, витриманий оптимальний зазор між металевими поверхнями, з'єднання досить прогріте (розплавлений припій тече у напрямку до джерела теплоти).
Якщо рівномірно розігрівати всю сполуку, то припій плавиться під впливом його теплоти і поступово надходить у зазор.
Для поліпшення паяння попередньо прогрівають пруток припою полум'ям пальника.
Важливим моментом паяння є швидке виконання цієї операції. Цикл нагрівання має бути коротким, і слід уникати перегріву.
Щодо дозування припою та взагалі всього процесу паяння дуже зручні фітинги з готовим припоєм. Однак вони не набули поширення на нашому ринку. Вони мають сформований валик, до якого вміщено необхідну кількість припою. Технологія паяння труб такими фітингами простіша в порівнянні зі звичайною. Немає необхідності подавати припій у стик та контролювати його витрати. Потрібно просто зібрати конструкцію та прогріти з'єднання пальником. Припій, що знаходиться у валику, розплавляється та заповнює всі зазори. Його кількість точно відповідає тому, що потрібно для цього з'єднання.

Охолоджувати з'єднання потрібно природним шляхом, надавши трубі охолодитися самої, без води чи іншого способу швидкого охолодження. Під час природного охолодження сполуки при кристалізації припою елементи сполуки повинні бути абсолютно нерухомі.
Після короткого часу після закінчення паяння потрібно видалити залишки флюсу вологою тканиною.

У сантехніці, після монтажу трубопроводу проводять обов'язкове технологічне промивання системи, для видалення залишків флюсу та інших забруднень труб, що потрапили всередину. Крім цього іноді використовується повна зачистка та шліфування всієї трубопровідної системи з естетичною метою або як елемент дизайну приміщення.
На закінчення рада, яка до паяння прямого відношення не має. Як і всі матеріали, мідні труби розширюються під час нагрівання. 1м трубопроводу при нагріванні на 60 ° C подовжується на 1мм. Щоб під час експлуатації в трубах не виникало напруження, потрібно подбати про компенсацію теплового розширення. Зазвичай це робиться за допомогою пристрою С-і Г-подібних компенсаторів та рухомих способів кріплення труб, що дозволяють їм вільно зміщуватися щодо кронштейнів, у яких вони закріплені.
Контроль якості паяння
Для контролю якості паяння можна скористатися способами, які використовуються під час контролю якості зварювання. Найпростіші – це способи контролю на проникність, описані .При використанні змісту даного сайту потрібно ставити активні посилання на цей сайт, видимі користувачами та пошуковими роботами.