লেদ: ডায়াগ্রাম, অঙ্কন এবং বৈশিষ্ট্য
>> লেদ এবং মিলিং মেশিনে তৈরি অংশের অঙ্কন
17. লেদ এবং মিলিং মেশিনে তৈরি অংশের অঙ্কন
লেদ এবং মিলিং মেশিনে যন্ত্রাংশ তৈরি করার সময়, তারা একই গ্রাফিক ডকুমেন্টেশন ব্যবহার করে যখন রোলড বিভাগগুলি থেকে যন্ত্রাংশ তৈরি করে: অঙ্কন, স্কেচ, প্রযুক্তিগত অঙ্কন (চিত্র 57)।
ভাত। 57. ল্যাথ এবং মিলিং মেশিনে তৈরি পণ্য: a - knob: 1 - clamp, 2 - handle; b - ঘুষি; গ - ড্রিলিং গর্ত জন্য জিগ
যাইহোক, এই অংশ প্রায়ই আছে অভ্যন্তরীণ পৃষ্ঠতল(খাঁজ, গর্ত), যার আকৃতি অঙ্কনে দেখানো দৃশ্য থেকে নির্ধারণ করা যায় না। অভ্যন্তরীণ পৃষ্ঠতল নির্ধারণ করতে, কাটিং প্লেন ব্যবহার করা হয়, যার সাহায্যে অংশটি মানসিকভাবে কাটা হয় এবং বিভাগ এবং কাটা দ্বারা প্রাপ্ত হয় (চিত্র 58)।

বিভাগটি কেবল তা দেখায় যা কাটিং প্লেনে সরাসরি অবস্থিত (চিত্র 58, d) বিভাগ - একটি বিচ্ছিন্ন অংশের একটি চিত্র যা দেখায় যে কাটিং প্লেনে কী রয়েছে এবং এর পিছনে কী রয়েছে (চিত্র 58, ঘ) বিভাগ, হিসাবে পাশাপাশি এবং বিভাগ হ্যাচ করা হয়.
হ্যাচিং শুধুমাত্র সেই জায়গাগুলিতে প্রয়োগ করা হয় যেখানে কাটিং প্লেন অংশটি কেটে দেয়।
জন্য ধাতু পণ্য 45° কোণে একে অপরের থেকে অল্প দূরত্বে পাতলা শক্ত রেখা দিয়ে হ্যাচিং ব্যবহার করা হয় (চিত্র 59, ক)। অ-ধাতু (উদাহরণস্বরূপ, প্লাস্টিক) ক্রস-হ্যাচ (চিত্র 59, খ) কাঠ - যেমন চিত্রে দেখানো হয়েছে। 59, ভি.
অংশ বাঁক উপর তৈরি এবং পেশাই কল, প্রায়শই একটি নলাকার, শঙ্কু বা গোলাকার আকৃতি থাকে এবং একে বিপ্লবের দেহ বলা হয়। এই অংশগুলির অঙ্কনগুলি ঘূর্ণনের অক্ষের মধ্য দিয়ে যাওয়া একটি অক্ষীয় ড্যাশ-ডটেড লাইন দ্বারা চিহ্নিত করা হয় (চিত্র 58, গ)।
2. কি উদ্দেশ্যে একটি কাটিং প্লেন ব্যবহার করা হয়?
3. একটি বিভাগ এবং একটি বিভাগের মধ্যে পার্থক্য কি?
4. প্লাস্টিকের অংশের অঙ্কনে একটি বিভাগ কীভাবে তৈরি হয়?
5. বিপ্লবের শরীর কি?
6. কিভাবে একটি চেম্ফার অঙ্কন নির্দেশিত হয়? একটি থ্রেড প্রোফাইল কি?
সামরোডস্কি পিএস, সিমোনেনকো ভিডি, টিশচেনকো এটি, প্রযুক্তি। শ্রম প্রশিক্ষণ: একটি মাধ্যমিক বিদ্যালয়ের 7 ম শ্রেণীর ছাত্রদের জন্য একটি পাঠ্যপুস্তক (ছেলেদের জন্য বিকল্প)। / এড. ভি.ডি. সিমোনেঙ্কো। - এম.: ভেনটানা-গ্রাফ, 2003। - 192 ই।: অসুস্থ।
অনলাইন প্রযুক্তি পাঠ পরিকল্পনা, কাজ এবং গ্রেড অনুসারে উত্তর, বাড়ির কাজ 7ম শ্রেণীর প্রযুক্তি ডাউনলোডের উপর
পাঠের বিষয়বস্তু পাঠের নোটসমর্থনকারী ফ্রেম পাঠ উপস্থাপনা ত্বরণ পদ্ধতি ইন্টারেক্টিভ প্রযুক্তি অনুশীলন করা কাজ এবং ব্যায়াম স্ব-পরীক্ষা কর্মশালা, প্রশিক্ষণ, কেস, অনুসন্ধান হোমওয়ার্ক আলোচনা প্রশ্ন ছাত্রদের থেকে অলঙ্কৃত প্রশ্ন ইলাস্ট্রেশন অডিও, ভিডিও ক্লিপ এবং মাল্টিমিডিয়াফটোগ্রাফ, ছবি, গ্রাফিক্স, টেবিল, ডায়াগ্রাম, হাস্যরস, উপাখ্যান, কৌতুক, কমিকস, উপমা, উক্তি, ক্রসওয়ার্ড, উদ্ধৃতি অ্যাড-অন বিমূর্তকৌতূহলী cribs পাঠ্যপুস্তক মৌলিক এবং পদ অন্যান্য অতিরিক্ত অভিধান জন্য নিবন্ধ কৌশল পাঠ্যপুস্তক এবং পাঠের উন্নতিপাঠ্যপুস্তকের ভুল সংশোধন করাএকটি পাঠ্যপুস্তকের একটি খণ্ড আপডেট করা, পাঠে উদ্ভাবনের উপাদান, পুরানো জ্ঞানকে নতুন দিয়ে প্রতিস্থাপন করা শুধুমাত্র শিক্ষকদের জন্য নিখুঁত পাঠ ক্যালেন্ডার পরিকল্পনাএক বছরের জন্য নির্দেশিকাআলোচনা অনুষ্ঠান সমন্বিত পাঠলেদস দেশীয় উৎপাদনএকটি ডিজিটাল মডেল উপাধি আছে. মডেল উপাধিতে প্রথম নম্বর 1 নির্দেশ করে যে মেশিনটি টার্নিং গ্রুপের অন্তর্গত। দ্বিতীয় সংখ্যাটি গ্রুপের মেশিনের ধরন নির্দেশ করে: 1টি একক-স্পিন্ডেল স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মেশিন, 2টি মাল্টি-স্পিন্ডেল স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মেশিন, 3টি টারেট মেশিন, 4টি ড্রিলিং এবং কাটিং মেশিন, 5টি রোটারি মেশিন, 6টি স্ক্রু -কাটিং লেদ, লেদ এবং লোব লেদ, 7টি মাল্টি-কাটিং মেশিন, 8টি বিশেষ মেশিন, 9টি বিভিন্ন লেদ।
শেষ দুটি সংখ্যা সবচেয়ে গুরুত্বপূর্ণ নির্ধারণ করে প্রযুক্তিগত বিবরণমেশিন: স্ক্রু-কাটিং লেথের জন্য বিছানার উপরে কেন্দ্রগুলির উচ্চতা, বৃহত্তম ব্যাসবুরুজ বাঁক, ইত্যাদি জন্য প্রক্রিয়াকৃত বার সংখ্যার পরে একটি চিঠির উপস্থিতি মেশিনের আধুনিকীকরণ নির্দেশ করে, যেমন। ডিজাইন আপডেট করতে। মডেলের ডিজিটাল উপাধির শেষে অক্ষর (N, P, V, A, S) মানে মেশিনের নির্ভুলতা। উদাহরণস্বরূপ, একটি স্ক্রু-কাটিং লেদ 16K20P-এর উপাধিতে, 1 নম্বরের অর্থ হল একদল লেদ, 6 নম্বর মেশিন (অতএব, একটি স্ক্রু-কাটিং লেদ এই ধরনের অন্তর্গত), মেশিনের কে অক্ষর আধুনিকীকরণ , কেন্দ্রের 20 নম্বর উচ্চতা (সেমি), অক্ষর P নির্দেশ করে যে মেশিনটি উচ্চ নির্ভুল।
উদ্দেশ্য এবং শ্রেণীবিভাগ
লেদগুলি মূলত বাহ্যিক এবং অভ্যন্তরীণ নলাকার, শঙ্কুযুক্ত এবং আকৃতির পৃষ্ঠগুলি প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে, থ্রেড কাটা এবং বিভিন্ন কাটার, ড্রিলস, কাউন্টারসিঙ্ক, রিমার, ট্যাপ এবং ডাইস ব্যবহার করে ঘূর্ণমান দেহগুলির মতো অংশগুলির শেষ পৃষ্ঠগুলি প্রক্রিয়াকরণের জন্য।
অতিরিক্ত বিশেষ ডিভাইসের ব্যবহার (গ্রাইন্ডিং, মিলিং, রেডিয়াল হোল ড্রিলিং করার জন্য) এই গ্রুপের মেশিনগুলির প্রযুক্তিগত ক্ষমতাকে উল্লেখযোগ্যভাবে প্রসারিত করে।
স্পিন্ডেলের অবস্থানের উপর নির্ভর করে লেদগুলির একটি অনুভূমিক বা উল্লম্ব বিন্যাস থাকতে পারে।
লেদগুলির প্রধান পরামিতিগুলি হল বিছানার উপরে প্রক্রিয়াকৃত ওয়ার্কপিসের বৃহত্তম ব্যাস এবং কেন্দ্রগুলির মধ্যে সবচেয়ে বড় দূরত্ব। একটি গুরুত্বপূর্ণ পরামিতিসাপোর্টের ট্রান্সভার্স স্লাইডের উপরে প্রক্রিয়াকৃত ওয়ার্কপিসের সবচেয়ে বড় ব্যাসও মেশিনের।
স্ক্রু-কাটিং lathesম্যানুয়াল নিয়ন্ত্রণ সহ
ম্যানুয়ালি চালিত স্ক্রু-কাটিং লেদগুলি টার্নিং গ্রুপের সবচেয়ে সর্বজনীন মেশিন এবং প্রধানত একক এবং ব্যাপক উত্পাদনে ব্যবহৃত হয়। মেশিনগুলির কাঠামোগত বিন্যাস প্রায় একই।
ইউনিভার্সাল স্ক্রু-কাটিং লেদ.মেশিনটি সব ধরণের বাঁক এবং থ্রেডিং কাজ করে। মেট্রিক কাটার সময় এবং ইঞ্চি থ্রেডমেশিনে একটি কাটার এবং একটি থ্রেড চিরুনি দিয়ে, একটি প্রধান আন্দোলনের চেইন এবং একটি স্ক্রু-কাটিং চেইন ব্যবহার করা হয়। কাটা মডুলার ধাপ মেট্রিক থ্রেড P=pt, যেখানে m মডিউল; একটি ইঞ্চি থ্রেডের পিচ প্রতি 1** থ্রেডের সংখ্যা দ্বারা নির্ধারিত হয়। উদাহরণস্বরূপ: P = 0.5" = 0.5 25.4 মিমি = 12.7 মিমি; ইঞ্চি মডুলার থ্রেড পিচ (p) এ গণনা করা হয়, p = 1"/t সহ।
একটি টোকা দিয়ে একটি থ্রেড কাটা এবং ডাই করার জন্য, শুধুমাত্র প্রধান আন্দোলন প্রয়োজন, যেহেতু টুলটি স্ব-আঁটসাঁট করে ফিড করে।
সাধারণ ফর্মমেশিনটি চিত্রে দেখানো হয়েছে। 1. সমস্ত মেশিন মেকানিজম ফ্রেমে মাউন্ট করা হয়েছে 1. একটি গিয়ারবক্স, স্পিন্ডল এবং অন্যান্য উপাদান হেডস্টক (স্পিন্ডেল) 18 এ ইনস্টল করা আছে। ফিড বক্স 9 স্পিন্ডেল থেকে ক্যালিপারে চলাচল করে (স্পিন্ডলটি চিত্রে দৃশ্যমান নয়, যেহেতু চক 24 এটির উপর স্ক্রু করা হয়েছে)। সাপোর্টের মধ্যে একটি ট্রান্সভার্স স্লাইড 8 এবং একটি উপরের স্লাইড 31 রয়েছে, যা ফ্রেমের 40 নং গাইড বরাবর চলমান একটি সাপোর্ট ক্যারেজে রাখা হয়। এপ্রোন 4-এ, সীসা স্ক্রু 41 বা শ্যাফ্ট 42-এর ঘূর্ণনটি উপরের স্লাইডে একটি টুল ধারক 26 বহনকারী ক্যালিপারের অনুবাদমূলক মুভমেন্টে রূপান্তরিত হয়। ওয়ার্কপিসকে সমর্থন করার জন্য টেলস্টক কুইল 36-এ একটি কেন্দ্র ইনস্টল করা যেতে পারে। একটি চক স্থির একটি ওয়ার্কপিসে কেন্দ্রীয় গর্ত মেশিন করার জন্য মূল টুল (ড্রিল, রিমার, ইত্যাদি)।
একটি সার্বজনীন স্ক্রু-কাটিং লেদ এর প্রধান নিয়ন্ত্রণ (হ্যান্ডেল এবং বোতাম) চিত্রে দেখানো হয়েছে। 1.
মেশিনে ওয়ার্কপিসগুলির ইনস্টলেশন এবং বেঁধে রাখা চক, চক এবং পিছনের কেন্দ্রে, কেন্দ্রে এবং ম্যান্ডরেলে সঞ্চালিত হয়।
চকগুলি এমন ওয়ার্কপিসগুলিকে সুরক্ষিত করার জন্য ডিজাইন করা হয়েছে যেগুলি এটি থেকে তাদের ব্যাসের দুই থেকে তিনটির সমান দৈর্ঘ্যে বেরিয়ে আসতে পারে। দীর্ঘ ওয়ার্কপিস চক এবং পিছনের কেন্দ্রে ইনস্টল করা হয়। ভারী রুক্ষ কাজের জন্য পিছনের কেন্দ্রের সাথে ওয়ার্কপিসকে সমর্থন করাও প্রয়োজনীয়। কেন্দ্রগুলিতে ইনস্টলেশনটি শ্যাফ্টের মতো দীর্ঘ ওয়ার্কপিসগুলির জন্য ব্যবহৃত হয় যেখানে ন্যূনতম বিচ্যুতি সহ বেশ কয়েকটি প্রক্রিয়াকৃত বাইরের পৃষ্ঠের প্রান্তিককরণ নিশ্চিত করা প্রয়োজন, পাশাপাশি একই প্রযুক্তিগত ভিত্তিগুলিতে ইনস্টলেশন সহ বিভিন্ন মেশিনে ক্রমানুসারে ওয়ার্কপিস প্রক্রিয়াকরণের সময়। একটি ওয়ার্কপিসের বাইরের পৃষ্ঠটি প্রক্রিয়া করার সময় ম্যান্ড্রেল ব্যবহার করা হয় যদি এটিতে একটি প্রাক-প্রক্রিয়াজাত ছিদ্র থাকে।

ভাত। 1. সর্বজনীন স্ক্রু-কাটিং লেদ:
1 বিছানা; 2 ফিড অন/অফ হ্যান্ডেল; জরায়ু বাদাম চালু এবং বন্ধ করার জন্য 3 হ্যান্ডেল; 4 এপ্রোন; 5 রাক এবং পিনিয়ন হুইল রিলিজ হ্যান্ডেল; 6টি ফ্লাইহুইল ম্যানুয়াল আন্দোলন carriages ক্যারেজ গাইড এবং ক্যালিপার স্লাইডগুলির তৈলাক্তকরণের জন্য 7 স্পুল বোতাম; 8 ক্রস স্লাইড স্লাইড; 9 ফিড বক্স; 10, 43 গিয়ারবক্সে ঘর্ষণ ক্লাচ নিয়ন্ত্রণ হ্যান্ডলগুলি (বিপরীত টাকু ঘূর্ণন), ইন্টারলক করা; থ্রেড পিচ সেট করার জন্য এবং সরাসরি থ্রেড কাটার সময় ফিড বক্স বন্ধ করার জন্য 11 হ্যান্ডেল; 12 ফিড সেট করার জন্য হ্যান্ডেল এবং থ্রেড কাটা হচ্ছে; ফিড রেট এবং থ্রেড পিচ সামঞ্জস্য করার জন্য 13 হ্যান্ডেল; ডান এবং বাম থ্রেড কাটার জন্য মেশিন সেট করার জন্য 14 হ্যান্ডেল; স্বাভাবিক বা বর্ধিত থ্রেড পিচ সেট করার জন্য 15 হ্যান্ডেল; টাকু গতি পরিবর্তনের জন্য 16 হ্যান্ডেল; 17 প্রধান ড্রাইভ বেল্ট ড্রাইভ আবরণ; 18 হেডস্টক (গিয়ারবক্স সহ); 19 বৈদ্যুতিক রিমোট কন্ট্রোল; 20 স্বয়ংক্রিয় ইনপুট সুইচ; 21 সতর্কীকরণ আলো; 22 কুল্যান্ট পাম্প সরবরাহ সুইচ; 23 মেশিন লোড নির্দেশক; 24 কার্তুজ; ক্রস স্লাইডের ম্যানুয়াল আন্দোলনের জন্য 25 হ্যান্ডেল; 26 টুল ধারক; প্রধান ড্রাইভ বৈদ্যুতিক মোটর চালু এবং বন্ধ করার জন্য 27 পুশ-বোতাম স্টেশন; 28 প্রতিরক্ষামূলক ঢাল; 29 স্থানীয় আলোর সুইচ; টুল ধারক বাঁক এবং clamping জন্য 30 হ্যান্ডেল; 31 শীর্ষ স্লাইড; উপরের ক্যালিপার স্লাইডের ম্যানুয়াল আন্দোলনের জন্য 32 হ্যান্ডেল; 33 টেলস্টক কুইল ক্ল্যাম্প হ্যান্ডেল; বৈদ্যুতিক মোটর চালু করার জন্য 34 বোতাম যা গাড়ির দ্রুত গতিতে এবং ক্যালিপারের ট্রান্সভার্স স্লাইডকে চালিত করে; ক্যালিপারের গাড়ি এবং ক্রস স্লাইডের গতিপথ পরিবর্তনের জন্য 35 হ্যান্ডেল; 36 tailstock; ফ্রেমে টেলস্টক সুরক্ষিত করার জন্য 37 হ্যান্ডেল; টেলস্টক কুইলের ম্যানুয়াল চলাচলের জন্য 38 ফ্লাইহুইল; 39 ক্যালিপার ক্যারেজ; 40 বিছানা গাইড; 41 সীসা স্ক্রু; 42 ড্রাইভ খাদ।
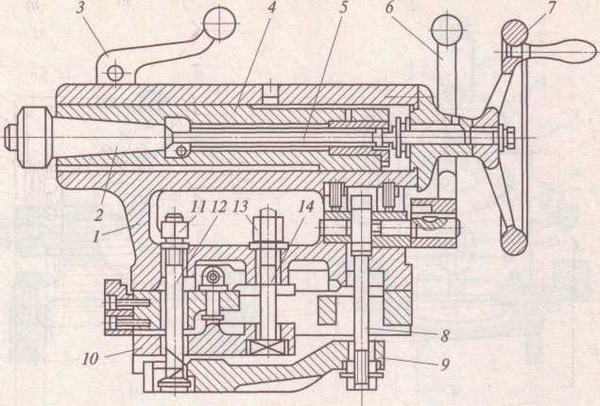
টেলস্টক গঠন চিত্রে দেখানো হয়েছে। 2. হাউজিং 1-এ, যখন 5 নং স্ক্রুটি ফ্লাইহুইল 7 দ্বারা ঘোরানো হয়, তখন একটি কুইল 4 নড়ে, একটি হাতল দ্বারা সুরক্ষিত 3. একটি কেন্দ্র 2 একটি শঙ্কুযুক্ত শ্যাঙ্ক (বা একটি অক্ষীয় টুল) কোয়েলে ইনস্টল করা হয়। টেইলস্টক মেশিন গাইড বরাবর বা একটি অনুদৈর্ঘ্য স্লাইড ব্যবহার করে চলে।

ভাত। 2. লেদ টেলস্টক:
1 শরীর; 2 কেন্দ্র; 3.6 হ্যান্ডলগুলি; 4 কুইল; 5, 12 এবং 14 স্ক্রু; 7 ফ্লাইহুইল; 8 খোঁচা; 9, 10 লিভার; 77, 13টি বাদাম
একটি স্থির কাজের অবস্থানে, টেলস্টক একটি হ্যান্ডেল 6 দিয়ে স্থির করা হয়, যা একটি রড 8 এবং একটি লিভার 9 এর সাথে সংযুক্ত থাকে। একটি রড 8 দিয়ে ফ্রেমে লিভার 9 টিপানোর বল একটি বাদাম 11 এবং একটি স্ক্রু দ্বারা সামঞ্জস্য করা হয়। 12. একটি বাদাম 13 এবং একটি স্ক্রু 14 ব্যবহার করে টেলস্টকের আরও কঠোর বেঁধে দেওয়া হয়, যা ফ্রেমে লিভার 10 টিপে দেয়।
দৈর্ঘ্য-থেকে-ব্যাস অনুপাত (L/D) > 15 সহ দীর্ঘ নন-রিজিড শ্যাফ্টের ওয়ার্কপিস প্রক্রিয়াকরণের সময়, কাটা শক্তি, জড় বল এবং মাধ্যাকর্ষণ শক্তির প্রভাবে তাদের বিচ্যুতি রোধ করতে স্থির এবং চলমান স্থির বিশ্রাম ব্যবহার করা হয়।
স্থির স্থির বিশ্রাম (চিত্র 3, ক) ফ্রেম 1 এর গাইডে একটি ব্লক 2 এবং একটি বাদাম 3 দিয়ে বেঁধে রাখা হয়েছে। ওয়ার্কপিস 10 ক্যাম 6 এর মধ্যে ইনস্টল করা হয়েছে, 4 এর স্ক্রু 8 থেকে সরানো হয়েছে। উপরের ক্যামটি ইনস্টল করার আগে, 77 স্ক্রুটি খুলে ফেলতে হবে এবং 5 অক্ষের সাপেক্ষে কভারটি সরাতে হবে। ক্যামগুলি সারিবদ্ধ করার পরে, সেগুলিকে স্ক্রু 9 দিয়ে সুরক্ষিত করতে হবে।
অস্থাবর স্থির বিশ্রাম (চিত্র 3, খ) মেশিনের সমর্থন 14-এ 12টি স্ক্রু 13 দিয়ে সুরক্ষিত স্ট্যান্ড সহ মাউন্ট করা হয়। স্থির বিশ্রামে দুটি ক্যাম বি, স্ক্রুগুলির সাথে সামঞ্জস্যযোগ্য 8। প্রক্রিয়াকরণের সময়, চলমান স্থির বিশ্রাম সরে যায় কাটার সহ, যা আপনাকে স্থির বিশ্রামের ক্যামগুলিকে কাটা অঞ্চলের কাছাকাছি অবস্থান করতে দেয় এবং এর ফলে ওয়ার্কপিস 10 এর বিচ্যুতি প্রায় দূর করে।


ভাত। 3. স্থির (a) এবং চলমান (b) স্থির বিশ্রাম:
1 বিছানা; 2 পটকা; 3 বাদাম; 4, 12 র্যাক, 5 এক্সেল; 6 ক্যাম; 7 আবরণ; 8, 9, 11, 13 স্ক্রু; 10টি ফাঁকা; 14 ক্যালিপার
শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়াকরণের জন্য মেশিন সেট আপ নিম্নলিখিত হিসাবে বাহিত হয়. একটি শঙ্কুযুক্ত পৃষ্ঠ গঠিত হতে পারে ভিন্ন পথ: একটি প্রশস্ত কাটার, একটি পাস-থ্রু (বোরিং) কাটার যা ক্যালিপারের ঘোরানো উপরের স্লাইডে বা একটি ট্রেসিং (শঙ্কু) শাসকের সাথে সংযুক্ত একটি সমর্থনে মাউন্ট করা হয়, সেইসাথে অফসেট টেলস্টক সহ একটি পাস-থ্রু কাটার।
ছোট দৈর্ঘ্যের (20...25 মিমি পর্যন্ত) শঙ্কু প্রক্রিয়া করার জন্য একটি প্রশস্ত কাটার ব্যবহার করা হয়: টেপারড রোলার বিয়ারিংয়ের ভিতরের রিংগুলির চেম্ফার, আকৃতির খাঁজ, রেসওয়ে। কাটার / (চিত্র 4, ক) একটি সমর্থন 2 এ ইনস্টল করা হয়েছে, যার সাথে ট্রান্সভার্স ডিএসএন বা অনুদৈর্ঘ্য ডিএসএনপি ফিড আন্দোলনের সাথে যোগাযোগ করা হয়। কর্তনকারীর কাটিয়া প্রান্ত সেট করা হয়, উদাহরণস্বরূপ, একটি টেমপ্লেট অনুযায়ী, একটি প্রদত্ত কোণ এ।
বাহ্যিক এবং অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠগুলি একটি কাটার দিয়ে প্রক্রিয়া করা যেতে পারে / যখন ক্যালিপারের উপরের স্লাইড 3টি সরানো হয়, একটি কোণ a (চিত্র 4, b) এ ঘোরানো হয়।
একটি বিশেষ ডিভাইস (কপিয়ার শাসক) ব্যবহার করে শঙ্কুযুক্ত পৃষ্ঠগুলি প্রক্রিয়া করা সম্ভব। এই ক্ষেত্রে, বাদাম থেকে ক্রস ফিড লিড স্ক্রুটি সংযোগ বিচ্ছিন্ন করা এবং ক্রস স্লাইডটিকে ডিভাইসের স্লাইডে সংযোগ করা প্রয়োজন। এই পরিবর্তন প্রক্রিয়াটি বেশ অনেক সময় নেয়, তাই এটি মাঝারি এবং বড় আকারের উত্পাদনে ব্যবহৃত হয়। এখন, যদি সমর্থনটিকে একটি অনুদৈর্ঘ্য ফিড মুভমেন্ট দেওয়া হয়, তাহলে স্লাইডের সাথে সংযুক্ত ট্রান্সভার্স স্লাইডটি অনুদৈর্ঘ্য এবং অনুপ্রস্থ উভয় দিকেই একটি জটিল নড়াচড়া করবে এবং কাটারটি শঙ্কুটির ইনস্টলেশনের কোণের সমান কোণে সরে যাবে। শাসক যা বরাবর স্লাইড স্লাইড.

ভাত। শঙ্কু প্রক্রিয়াকরণের জন্য 4 স্কিম: 1 কাটার; 2 ক্যালিপার; 3 শীর্ষ স্লাইড; প্রক্রিয়াকৃত শঙ্কুর একটি কোণ।
একটি কোণ সঙ্গে শঙ্কুযুক্ত পৃষ্ঠতল, এবং< 4° на заготовках, базируемых в центрах (рис. 4, в), обтачивают при смещении задней бабки. Обработку производят при продольном движении подачи резца. Необходимое смещение центра h - Lsin a. Значение h не должно превышать ±15 мм.
বিশেষ উচ্চ নির্ভুলতা স্ক্রু কাটিয়া মেশিন.মেশিনটি সীসা স্ক্রুগুলির সূক্ষ্ম কাটার জন্য ডিজাইন করা হয়েছে। কাট থ্রেডের প্রোফাইল এবং পিচের উচ্চ নির্ভুলতা নিম্নলিখিত নকশা এবং গতিশীল বৈশিষ্ট্যগুলির জন্য ধন্যবাদ অর্জন করা হয়েছে:
- গিয়ারবক্স টাকু মাথা থেকে পৃথক করা হয় এবং একটি পৃথক ভিত্তিতে ইনস্টল করা হয়; স্পিন্ডলটি একটি ভি-বেল্ট ড্রাইভের মাধ্যমে ঘূর্ণন গ্রহণ করে, যা গিয়ারবক্সের গিয়ারগুলিতে ঘটতে থাকা কম্পনগুলিকে স্যাঁতসেঁতে করে;
- কোনও ফিড বক্স নেই, যা স্পিন্ডল থেকে মেশিনের সীসা স্ক্রু পর্যন্ত কাইনেমেটিক চেইনকে ছোট করা সম্ভব করেছে; এইভাবে, কাটা থ্রেডের পিচ নির্ভুলতার উপর ফিড বক্সের গিয়ারিংয়ে ভুল পিচ থেকে সঞ্চিত ত্রুটির প্রভাব দূর করা হয়;
- ক্যালিপার ক্যারেজে দীর্ঘায়িত গাইড রয়েছে, ক্যালিপারে কোনও উপরের রোটারি স্লাইড নেই; এটি সমর্থন গোষ্ঠীর অনমনীয়তা বাড়ানো সম্ভব করেছে এবং ফলস্বরূপ, প্রক্রিয়াকরণের নির্ভুলতা বৃদ্ধি করেছে;
- সীসা স্ক্রু গাইডগুলির মধ্যে অবস্থিত, যার ফলস্বরূপ এর অনুদৈর্ঘ্য আন্দোলনের সময় ক্যালিপার ক্যারেজটির স্ক্যু বাদ দেওয়া হয়;
- মেশিনে একটি সংশোধন শাসক 1 ইনস্টল করা আছে (চিত্র 5), যা লিভার 2 এর মাধ্যমে, মেশিনের সীসা স্ক্রুটির মাদার নাট 3 এর উপর কাজ করে এবং এটিকে অতিরিক্ত ঘূর্ণন প্রদান করে, যা মেশিনের সীসার পিচ ত্রুটির প্রভাবকে দূর করে। কাটা থ্রেড পিচ নির্ভুলতা উপর স্ক্রু.
বাহ্যিক এবং অভ্যন্তরীণ থ্রেডগুলি একটি বিশেষ স্ক্রু কাটার মেশিনে কাটার ব্যবহার করে কাটা হয় বিভিন্ন প্রোফাইলএবং পিচ: ট্র্যাপিজয়েডাল, ত্রিভুজাকার, আয়তক্ষেত্রাকার, ইত্যাদি। মেশিনটি ফিড বক্সের হ্যান্ডেলগুলি ব্যবহার করে একটি প্রদত্ত স্ট্যান্ডার্ড থ্রেড পিচের সাথে সামঞ্জস্য করা হয় যা মেশিনের সাথে সংযুক্ত টেবিলগুলির সাথে সামঞ্জস্যপূর্ণ। বিশেষ থ্রেড এবং উচ্চ-নির্ভুল থ্রেড কাটার জন্য, পছন্দসই গিয়ার অনুপাত গিটারের বিনিময়যোগ্য গিয়ার দ্বারা সামঞ্জস্য করা হয়।
যদি একটি সিঙ্গল-স্টার্ট থ্রেড কাটার জন্য মেশিনটি পিচ পিচ থ্রেডে সেট করা থাকে, তাহলে মাল্টি-স্টার্ট থ্রেড কাটতে মেশিনটিকে থ্রেড পিচ H = kP-তে সেট করতে হবে, যেখানে k সংখ্যা শুরু হয়।
মাল্টি-স্টার্ট থ্রেডগুলি বিশেষ ডিভাইসগুলি ব্যবহার করে কাটা হয় যা সীসা স্ক্রু স্থির সহ 360 ডিগ্রির একটি প্রদত্ত কোণে ওয়ার্কপিসটির অক্ষের চারপাশে ঘূর্ণন নিশ্চিত করে।

ভাত। 5. একটি বিশেষ স্ক্রু-কাটিং মেশিনের কাইনেমেটিক ডায়াগ্রাম: 1 সংশোধন শাসক; 2 লিভার; 3 রানী বাদাম; I VII খাদ
সাধারণত টাকুটির সামনের প্রান্তে একটি বিশেষ বিভাজক ডিভাইস থাকে, যা 60 টি বিভাগ সহ একটি ডিস্ক দিয়ে সজ্জিত থাকে; হেডস্টক ফ্ল্যাঞ্জে একটি নির্দিষ্ট চিহ্ন প্রয়োগ করা হয়। এই ডিভাইসটি আপনাকে ওয়ার্কপিসটি ঘোরাতে এবং 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 বা 60 এর শুরুর সংখ্যা সহ থ্রেড কাটতে দেয়।
কেন্দ্রগুলিতে ইনস্টল করা ওয়ার্কপিসের ঘূর্ণন বিশেষ ড্রাইভিং বিভাজন চক (ফেসপ্লেট) ব্যবহার করে সহজতর করা হয়।
সহজ উপায়েমাল্টি-স্টার্ট থ্রেড কাটা একটি ধাপ বিভাগ। এটি করার জন্য, প্রথম থ্রেড কাটার পরে, কাটারটি ওয়ার্কপিস থেকে সরানো হয় এবং তার প্রাথমিক অবস্থানে ফিরে আসে, তারপরে কাটারটিকে উপরের স্লাইডের স্ক্রু ব্যবহার করে অনুদৈর্ঘ্য দিক থেকে P = N/k দূরত্বে সরানো হয়। ক্যালিপার কাটার আন্দোলন অঙ্গ বরাবর গণনা করা হয়। মাল্টি-স্টার্ট থ্রেডের সমস্ত সূচনা, প্রাথমিকভাবে সূক্ষ্ম পিচ সহ, একই সাথে একটি বিশেষ চিরুনি বা একে অপরের থেকে পিচ দূরত্বে ইনস্টল করা কাটারগুলির একটি গ্রুপ দিয়ে কাটা যেতে পারে।
বুরুজ lathes
ম্যানুয়ালি নিয়ন্ত্রিত বুরুজ lathes.
মেশিন ব্যবহার করা হয় সিরিয়াল উত্পাদনরড বা টুকরা ফাঁকা থেকে জটিল কনফিগারেশনের অংশ তৈরির জন্য। এই উপর নির্ভর করে, মেশিন বার এবং কার্টিজ মেশিনে বিভক্ত করা হয়।
বুরুজ লেদগুলির একটি নকশা বৈশিষ্ট্য হল একটি ঘূর্ণায়মান, কম প্রায়ই রৈখিকভাবে চলমান বুরুজ মাথার উপস্থিতি, যেখানে প্রক্রিয়াকরণের জন্য প্রয়োজনীয় সরঞ্জামগুলির সেটগুলি প্রয়োজনীয় ক্রমানুসারে অবস্থিত। এই মেশিনগুলিতে সাধারণত একটি টেলস্টক থাকে না।
বুরুজ 4 ঘূর্ণন অক্ষের অবস্থান বুরুজ lathes বিন্যাস নির্ধারণ করে: সঙ্গে উল্লম্ব অক্ষ turret head (চিত্র 6, a) এবং অনুভূমিক অক্ষ (চিত্র 6, b)।
স্পিন্ডেল হেড 2 ফ্রেম 7 এ মাউন্ট করা হয়েছে, 3 এবং 5 সমর্থনগুলি ফ্রেমের গাইড 6 বরাবর সরে যায়, টুলটিতে ফিড মুভমেন্ট প্রদান করে। কন্ট্রোল হ্যান্ডেলগুলি এপ্রোন 8 এবং 9 এ অবস্থিত। ট্রে 10 চিপ সংগ্রহ করতে ব্যবহৃত হয়।

ভাত। 6. উল্লম্ব (a) এবং অনুভূমিক (b) বুরুজের মাথার ঘূর্ণনের অক্ষ সহ বুরুজ লেদ:
1 ফিড বক্স; 2 টাকু মাথা; 3 ক্রস স্লাইড; 4 বুরুজ; 5 অনুদৈর্ঘ্য সমর্থন; 6 গাইড; 7 বিছানা; যথাক্রমে 8, 9 অনুদৈর্ঘ্য এবং অনুপ্রস্থ সমর্থনের aprons; 10 প্যালেট; 11 স্টপ
মেশিনে, বুরুজ 4 এবং ট্রান্সভার্স সাপোর্ট 3 এ স্থির সরঞ্জামগুলির সাথে একই সাথে প্রক্রিয়াকরণ করা সম্ভব, যা বেশ কয়েকটি সরঞ্জামের সাথে পৃষ্ঠের সমান্তরাল প্রক্রিয়াকরণের কারণে উত্পাদনশীলতা বৃদ্ধির অনুমতি দেয়। প্রদত্ত অংশ প্রক্রিয়াকরণের জন্য প্রাথমিক সেটিং এবং স্টপ 11-এর পরবর্তী কাজ দ্বারা মেশিন টুলের উত্পাদনশীলতা এবং লাভজনকতা বৃদ্ধির সুবিধা হয়।
turrets আকৃতি নলাকার বা প্রিজম্যাটিক হতে পারে (সাধারণত ছয় পক্ষের সঙ্গে)। প্রতিটি কাজের স্ট্রোকের পরে, বুরুজ মাথাটি ঘোরে এবং কাজের অবস্থানটি পরবর্তী কাটিয়া টুল বা একটি বিশেষ ম্যান্ডরেলে অবস্থিত সরঞ্জামগুলির গ্রুপ দ্বারা দখল করা হয়।
বুরুজ lathes প্রধান পরামিতি হল প্রক্রিয়াকৃত বারের বৃহত্তম ব্যাস এবং বিছানার উপরে এবং সমর্থনের উপরে অংশ ওয়ার্কপিসের প্রক্রিয়াকৃত পৃষ্ঠের বৃহত্তম ব্যাস। প্রধান পরামিতি এছাড়াও অন্তর্ভুক্ত মাত্রা কর্মক্ষেত্রমেশিন, প্রক্রিয়াকরণ করা ওয়ার্কপিসের দীর্ঘতম দৈর্ঘ্য এবং গতির বৈশিষ্ট্য নির্ধারণ করে।
একটি বুরুজ লেদ প্রধান আন্দোলন workpiece বহন টাকু এর ঘূর্ণন হয়; ফিড নড়াচড়া অনুদৈর্ঘ্য এবং তির্যক (মাথার ঘূর্ণনের কারণে বুরুজ বৃত্তাকার একটি অনুভূমিক অক্ষ সহ মেশিনে) টুল বহনকারী সমর্থনগুলির নড়াচড়া।
ম্যানুয়ালি নিয়ন্ত্রিত turret lathes preselective বা আছে স্বয়ংক্রিয় নিয়ন্ত্রণটাকু গতি এবং ক্যালিপার ফিড স্যুইচ করে. প্রিসিলেক্টিভ কন্ট্রোলের সাথে, মেশিন অপারেশনের সময় সুইচিং হ্যান্ডেলগুলি পরবর্তী ট্রানজিশনের জন্য নির্বাচিত মোডগুলির সাথে সম্পর্কিত অবস্থানে সেট করা হয় এবং একটি নতুন অপারেটিং মোডে স্যুইচ করা হয় যখন স্যুইচিং কমান্ড দেওয়া হয় তখন একটি হ্যান্ডেল ঘুরিয়ে দেওয়া হয়।
টারেট হেডের উল্লম্ব অক্ষ সহ একটি টারেট লেথের প্রধান উপাদানগুলি লেদগুলির অনুরূপ উপাদানগুলির সাথে ডিজাইনে অনেকাংশে একই রকম।
মাঝারি টাকু মাথা এবং বড় মাপএকটি অন্তর্নির্মিত গিয়ারবক্স রয়েছে, যা একটি লেদ-এ একই ইউনিটের তুলনায় একটি ছোট কন্ট্রোল রেঞ্জ এবং একটি ছোট সংখ্যক স্পিন্ডেল গতির ধাপ সরবরাহ করে। ছোট মেশিনের টাকু মাথায়, শুধুমাত্র টাকু মাউন্ট করা হয়। স্পিন্ডেল ঘূর্ণন গতি মেশিনের গোড়ায় ইনস্টল করা একটি গিয়ারবক্স ব্যবহার করে পরিবর্তিত হয় এবং একটি বেল্ট ড্রাইভ দ্বারা টাকুটির সাথে সংযুক্ত হয়।
ডিজাইন অনুসারে ফিডবক্স 1 একটি বাক্সের চেয়ে সহজস্ক্রু-কাটিং লেদগুলির ফিড, যেহেতু টারেট লেদগুলির ঘূর্ণন গতি নিয়ন্ত্রণের একটি ছোট পরিসর এবং একটি ছোট সংখ্যক ফিড স্টেজ রয়েছে। উপরন্তু, ফিড বক্সে সীসা স্ক্রু ব্যবহার করে কাটার দিয়ে থ্রেড কাটার জন্য প্রয়োজনীয় উপাদান থাকে না।
একটি ম্যানুয়ালি চালিত টারেট লেদ হয় সর্বজনীন মেশিন. এটি একটি চক মধ্যে স্থির রড এবং টুকরা ফাঁকা থেকে অংশ উত্পাদন করতে ব্যবহার করা যেতে পারে. মেশিনটি সজ্জিত জলবাহী ড্রাইভএকটি কোলেট চাকে একটি বার খাওয়ানো এবং ক্ল্যাম্প করার জন্য (±1 মিমি বারের সহনশীলতা সহ)। মেশিনের সাথে সরবরাহ করা একটি বিশেষ চক ব্যবহার করে টুকরো ওয়ার্কপিসের ক্ল্যাম্পিং করা হয়।
মেশিনের কাইনেমেটিক ডায়াগ্রাম অনুসারে, টাকুটির প্রধান ঘূর্ণনশীল গতিবিধি, বুরুজ ক্যালিপারের অনুদৈর্ঘ্য আন্দোলন, বুরুজ মাথার বৃত্তাকার ফিড, সেইসাথে থ্রেড তৈরি করার সময় থ্রেড-কাটিং টুলের গতিবিধি কপিয়ার বাহিত হয়. টাকুটির ডান এবং বাম ঘূর্ণন রয়েছে (পরবর্তীটি বৈদ্যুতিক মোটর শ্যাফ্টের ঘূর্ণনকে বিপরীত করে বাহিত হয়)। স্পিন্ডেল ঘূর্ণন গতি ইলেক্ট্রোম্যাগনেটিক ক্লাচ চালু করে, সেইসাথে শ্যাফ্টে গিয়ারের ডবল ব্লককে ম্যানুয়ালি সরানোর মাধ্যমে পরিবর্তিত হয়।
CNC টারেট lathes.দুই- এবং চার-অক্ষ যন্ত্রের জন্য ডিজাইন করা মেশিন দুটি বুরুজ মাথা (চিত্র 7) দিয়ে উত্পাদিত হয়।
দুটি বুরুজ মাথার একযোগে অপারেশন তাদের অবস্থান দ্বারা নিশ্চিত করা হয়: একটি 4টি উপরের সমর্থন 3টিতে এবং অন্যটি 6টি নীচের সমর্থনে 7। এই ব্যবস্থাটি জটিল অংশগুলি তৈরিতে প্রচুর সংখ্যক কাটিয়া সরঞ্জাম ব্যবহার করা সম্ভব করে। . উভয় turrets মেশিন স্পিন্ডেলের অক্ষের সমান্তরাল ঘূর্ণন অক্ষ আছে. টারেট হেডগুলি ওয়ার্কপিসের বাহ্যিক এবং অভ্যন্তরীণ পৃষ্ঠগুলি প্রক্রিয়াকরণের জন্য সরঞ্জাম দিয়ে সজ্জিত।
মেশিনে প্রক্রিয়াকরণ চক্র সম্পূর্ণরূপে স্বয়ংক্রিয়। বৈদ্যুতিক মোটর 1 থেকে, ঘূর্ণন একটি বেল্ট ড্রাইভের মাধ্যমে স্পিন্ডল হেড 2 এ প্রেরণ করা হয়। একটি পৃথক ড্রাইভের উপস্থিতি প্রক্রিয়াকরণের সঠিকতা বৃদ্ধি করে।
বুরুজ মাথা বহনকারী গাড়িগুলি সরানোর জন্য ফ্রেম গাইডগুলির একটি আয়তক্ষেত্রাকার ক্রস-সেকশন রয়েছে। ম্যানুয়াল প্রোগ্রাম এন্ট্রির জন্য CNC সিস্টেম কন্ট্রোল প্যানেল এবং ডিসপ্লে (চিত্রে দেখানো হয়নি) মেশিনের মাত্রার সাথে ফিট করে এবং একটি ঘূর্ণায়মান রডের উপর অবস্থিত।

ভাত। 7. আনত স্লাইড সহ CNC বুরুজ লেদ:
1 বৈদ্যুতিক মোটর; 2 টাকু মাথা; 3.7 যথাক্রমে উপরের এবং নিম্ন ক্যালিপার; 4, 6 turrets; 5 টেলস্টক
প্রক্রিয়াকরণের নির্ভুলতাকে স্থিতিশীল করার জন্য, মেশিনটি একটি পরিমাপ যন্ত্র দিয়ে সজ্জিত করা হয়েছে যা পদ্ধতিগত পর্যবেক্ষণ এবং প্রক্রিয়াকরণের নির্ভুলতা সংশোধনের জন্য বুরুজে লাগানো একটি যোগাযোগ সেন্সর ব্যবহার করে।
ব্যাকিং lathes
ব্যাকিং এর প্রকারভেদ।কাটার সরঞ্জামগুলির পিছনের পৃষ্ঠগুলিকে তীক্ষ্ণ করার পদ্ধতি জটিল প্রোফাইলরিগ্রাইন্ডিংয়ের সময় টুলটির প্রোফাইল বজায় রাখার জন্য এবং একটি ধ্রুবক ক্লিয়ারেন্স কোণ নিশ্চিত করার জন্য দাঁতকে ব্যাকিং বলা হয়। বিভিন্ন কাটারের দাঁত মাটির হয়: ডিস্ক, থ্রেডেড, নলাকার এবং সোজা এবং সর্পিল বাঁশি সহ কৃমি-মডুলার, সেইসাথে কলের দাঁত এবং টুইস্ট ড্রিলস.
ব্যাকড কাটার দাঁতের (চিত্র 8, ক) পিছনের পৃষ্ঠটি AB আছে। এগুলি সামনের পৃষ্ঠ বরাবর স্থল, এবং ধারালো প্লেন AO কাটার অক্ষের মধ্য দিয়ে যায়, যার কারণে কাটার দাঁতের প্রোফাইল অপরিবর্তিত থাকে। দাঁত সাধারণত আর্কিমিডিয়ান সর্পিল ব্যবহার করে ব্যাক আপ করা হয়। এই বক্ররেখা দ্বারা সীমিত একটি পিছনের পৃষ্ঠ পেতে, এটি প্রয়োজনীয় যে কাটারটির ওয়ার্কপিস 7 প্রক্রিয়াকরণের সময় সমানভাবে ঘোরে এবং কাটার 2 একইভাবে রেডিয়াল দিক থেকে সামনে পিছনে সরে যায়। এই ক্ষেত্রে, ওয়ার্কপিসের একটি ঘূর্ণনের সময়, কাটারটিকে যতবার দাঁতের ব্যাক আপ করা হচ্ছে ততবার তার কাছে যেতে হবে। রশ্মির দিকে কাটার গতিবিধি (ওয়ার্কিং স্ট্রোক এবং দ্রুত প্রত্যাহার) একটি সমানভাবে ঘূর্ণায়মান ক্যাম 3 থেকে সঞ্চালিত হয়।
পণ্যের সাপেক্ষে কাটিয়া টুলের গতিবিধির উপর নির্ভর করে, তিন ধরনের ত্রাণ আলাদা করা হয়: রেডিয়াল, তির্যক এবং শেষ। রেডিয়াল রিলিফ (চিত্র 8, ক দেখুন) নলাকার পণ্য তৈরিতে ব্যবহৃত হয়। কাটার সরঞ্জামটি মেশিন কেন্দ্রগুলির অক্ষের লম্ব দিকের দিকে চলে। আকৃতির কাটার প্রক্রিয়াকরণের সময় তির্যক ব্যাকিং (চিত্র 8, খ) ব্যবহার করা হয়। অক্ষীয় ফিড দিয়ে ত্রাণ (চিত্র 8, গ) যখন পণ্যগুলির শেষ পৃষ্ঠগুলি প্রক্রিয়াকরণ করা হয় তখন তাকে শেষ ত্রাণ বলা হয়। সাপোর্ট সহ ক্যারেজ 11 এর প্লেট 4 (চিত্র 8, d) তার স্বাভাবিক অবস্থানের তুলনায় 90° ঘোরানো হয়, তারপরে কাটিং টুলটির ব্যাকিং মুভমেন্ট মেশিনের কেন্দ্রগুলির অক্ষের সমান্তরালে সঞ্চালিত হয়।

ভাত। 8. রেডিয়াল (a), তির্যক (b) এবং অক্ষীয় (c) ফিড সহ ব্যাকিং এর পরিকল্পিত চিত্র; ব্যাক সাপোর্ট (ডি) এবং ক্যাম (ই); 1 খালি; 2 কর্তনকারী; 3 ক্যাম; 4 ঘূর্ণমান প্লেট; 5 ব্যাকিং প্লেট; 6 আঙুল; 7 বসন্ত; 8 খাদ; 9 বেভেল গিয়ার; 10 শরীর; 11টি গাড়ি
চিত্রে। 8, g দেওয়া আছে বর্তনী চিত্রপিছন থেকে সমর্থন. পিন 6 সহ ক্যালিপারের ব্যাকিং প্লেট 5 কে ক্যাম 3 এর বিপরীতে চাপানো হয়। ব্যাকিং প্লেটটি পণ্যের দিকে অগ্রসর হয়, স্প্রিং 7 এর সংকোচনের সাথে, এর কার্যকারী বক্ররেখা Ррх (চিত্র 8, e) বরাবর ঘটে। ঘূর্ণায়মান ক্যাম, এবং ক্যাম প্রত্যাহার বক্ররেখা বরাবর একটি স্প্রিং এর ক্রিয়ায় তার আসল অবস্থানে ফিরে আসা (রিবাউন্ড)। ক্যালিপারের পারস্পরিক আন্দোলন গতিশীলভাবে টাকুটির ঘূর্ণনের সাথে সম্পর্কিত।
ইউনিভার্সাল টার্নিং এবং ব্যাকিং মেশিন।একটি কাটার এবং একটি গ্রাইন্ডিং হুইল মডুলার ওয়ার্ম (সিঙ্গল-স্টার্ট, মাল্টি-স্টার্ট, ডান-হাত, বাম-হাত, ডান-হাত, বাম-হাত), ডিস্ক এবং আকৃতির কাটার দিয়ে রেডিয়্যালি গ্রাউন্ডেড, একটি কোণে এবং বরাবর। অক্ষ, যেমন চিত্রে দেখানো হয়েছে। 8, সার্বজনীন বাঁক lathes উপর বাহিত হয়.
মেশিনের সাধারণ দৃশ্য চিত্রে দেখানো হয়েছে। 9, এর বেশিরভাগ উপাদান একটি স্ক্রু-কাটিং লেথের অনুরূপ। যাইহোক, কিছু নোড আছে নকশা বৈশিষ্ট্য.
এইভাবে, মেশিনের ক্যারেজ 11 (চিত্র 8, d দেখুন) সম্মিলিত (প্রিজম্যাটিক এবং সমতল) ফ্রেম গাইড বরাবর চলে। গাইডের মধ্যবর্তী অংশে একটি হাউজিং 10 রয়েছে, যেখানে একটি বেভেল গিয়ার 9 রয়েছে, যার মাধ্যমে আন্দোলনটি একটি উল্লম্ব প্রভাব শ্যাফ্ট 8 এ প্রেরণ করা হয়, যা একটি ব্যাকিং ক্যাম 3 বহন করে। উল্লম্ব প্রভাব শ্যাফ্ট 8 কৌণিক যোগাযোগ রোলারে ঘোরে বিয়ারিং ক্যারেজ 11-এ একটি ঘূর্ণায়মান প্লেট 4 ইনস্টল করা আছে, যা একটি ব্যাকিং (ফেন্ডার) প্লেট 5 বহন করে। প্লেট 4 টি-আকৃতির খাঁজগুলিতে চারটি বোল্ট দিয়ে বেঁধে দেওয়া হয় এবং 1 ডিভিশন সহ ডায়াল বরাবর ক্যারেজে ঘোরানো যায়। ° যেকোনো কোণে।
চিত্রে। চিত্র 10 ধাপহীনভাবে ব্যাকিং স্ট্রোক মান সেট করার জন্য একটি প্রক্রিয়া দেখায়। ক্যাম 1 থেকে, রোলার 2 এর মাধ্যমে, অক্ষ 3 এর উপর ঘূর্ণায়মান, আন্দোলনটি লিভার 5 এ প্রেরণ করা হয়, ঘূর্ণমান প্লেটে স্থির পিনের স্থির অক্ষ 4 এর সাপেক্ষে দোলানো হয় এবং তারপর লিভার 5 থেকে পাথর 6 এবং অ্যাক্সেল বক্স 7 ব্যাকিং এর মাধ্যমে প্লেট 8. ক্যালিপারের ব্যাকিং স্ট্রোকের মাত্রা স্ক্রু P ব্যবহার করে সেট করা হয়েছে, ঘূর্ণায়মান যা এক্সেল বক্স 7 কে সরায়, যার ফলে লিভার 5 এর সুইং এর অক্ষ 4 এবং পাথর 6 এর অক্ষের মধ্যে দূরত্ব পরিবর্তন হয়। এই দূরত্ব বাড়ে, ব্যাকিং স্ট্রোক বাড়ে। স্ক্রু 9 একটি ওয়ার্ম গিয়ার 10 দ্বারা একটি ডায়ালের সাথে সংযুক্ত থাকে যা ব্যাকিং স্ট্রোকের সেট মান নির্দেশ করে।
ক্যালিপারের ব্যাকিং স্ট্রোকটি 18 মিমি পরিসরের মধ্যে তিনটি পরিবর্তনযোগ্য ক্যাম ব্যবহার করে সামঞ্জস্য করা যেতে পারে। ব্যাকিং কাজের ধরণের উপর নির্ভর করে, প্রভাব প্লেটে একটি বাঁক বা নাকাল সমর্থন ইনস্টল করা হয়।

ভাত। 9. ব্যাকিং লেদ:
1 বিছানা; 2 ফিড বক্স; থ্রেডিং বা বাঁক জন্য 3 সুইচ হ্যান্ডেল; 4 সর্পিল চেইন নিয়ন্ত্রণ হ্যান্ডেল (ডিফারেনশিয়াল চেইন); 5 গিয়ারবক্স; 6 হেডস্টক; থ্রেড কাটার দিক নির্ধারণের জন্য 7 হ্যান্ডেল; 8 ব্যাকিং চেইন নিয়ন্ত্রণ হ্যান্ডেল; পণ্য টাকু ম্যানুয়াল ঘূর্ণন জন্য 9 হ্যান্ডেল; 10 পিচ বৃদ্ধি লিঙ্ক হ্যান্ডেল; 11 বর্গ ম্যানুয়াল টাকু ঘূর্ণন; পণ্য টাকু এর কাজ স্ট্রোকের ঘূর্ণন গতি স্যুইচ করার জন্য 12 হ্যান্ডেল; পণ্য টাকু এর বিপরীত ঘূর্ণন গতি স্যুইচ করার জন্য 13 হ্যান্ডেল; 14 বিভাজন ফেসপ্লেট; 15 বোতাম জরুরী বিরতি; /b, প্রভাব প্লেটের বল সামঞ্জস্য করার জন্য 26 স্ক্রু; 17 নাকাল টাকু ড্রাইভ; 18 টুল ধারক; ক্যালিপারের ক্রস স্লাইড দ্রুত মুক্তির জন্য 19 হ্যান্ডেল; 20 বৈদ্যুতিক রিমোট কন্ট্রোল; 21 টেলস্টক; টেলস্টক কুইল সরানোর জন্য 22 ফ্লাইহুইল; 23 ক্রস স্লাইড ফিড হ্যান্ডেল; ক্যাম থেকে প্রভাব প্লেট অপসারণের জন্য 24 স্ক্রু; 25 tailstock ক্রস অফসেট স্ক্রু; গ্রাইন্ডিং হুইল ড্রাইভের বৈদ্যুতিক মোটর চালু করার জন্য 27 বোতাম; 28 সীসা স্ক্রু; গ্রাইন্ডিং হুইল ড্রাইভের বৈদ্যুতিক মোটর বন্ধ করার জন্য 29 বোতাম; পণ্য টাকু ড্রাইভের বৈদ্যুতিক মোটরের জন্য 30 স্টার্ট বোতাম; পণ্যের টাকু চালাতে 31 পুশ বোতাম; 32 সতর্কতা বাতি; গাড়ির রিবাউন্ড সংশোধন এবং সামঞ্জস্য আন্দোলন চালু করার জন্য 33 বোতাম; 34 এপ্রোন; 35 মেশিন নিয়ন্ত্রণ হ্যান্ডেল; 36 গাড়ি; 37 ক্যালিপার
ওয়ার্কপিস থেকে টুলটি দ্রুত অপসারণ করতে, ক্যালিপারে একটি ক্রস-ফিড স্ক্রু রয়েছে বিশেষ ডিভাইস(চিত্র 11)।

ভাত। 10. ব্যাকিং স্ট্রোক মানের স্টেপলেস সমন্বয়ের জন্য প্রক্রিয়া: 1 ক্যাম; 2 বেলন; 3.4 অক্ষ; 5 লিভার; 6 পাথর; 7 এক্সেল বক্স; 8 ব্যাকিং প্লেট; 9 স্ক্রু; 10 কৃমি জোড়া

ভাত। 11. দ্রুত টুল প্রত্যাহার প্রক্রিয়া: 1 স্ক্রু; 2 ক্রলার; 3 বুশিং স্ক্রু; 4 হাতল; 5 বাদাম।
একটি হাতা-স্ক্রু 5 ক্রস-ফিড স্ক্রু 1 এর সাথে সংযুক্ত থাকে, যার উপর একটি হ্যান্ডেল 4 সহ একটি বাদাম 5 মাউন্ট করা হয়৷ যখন হ্যান্ডেলটি ঘুরানো হয়, তখন বাদাম 5 এর সাথে সংযুক্ত ক্যালিপারের স্লাইড 2টি চলে যায় এবং টুল দ্রুত workpiece থেকে সরানো হয়. হাইড্রোলিক ড্যাম্পার প্লাঞ্জারের হাউজিং ঘূর্ণায়মান প্লেটের সাথে সংযুক্ত থাকে, যা ব্যাকিং প্লেটের শক-মুক্ত রিবাউন্ড নিশ্চিত করে।
উল্লম্ব lathes
উদ্দেশ্য এবং শ্রেণীবিভাগ।উল্লম্ব টার্নিং (ঘূর্ণমান) মেশিনগুলি বড় ভরের (অনেক দশ টন পর্যন্ত) ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে এবং বড় ব্যাস, কিন্তু একটি অপেক্ষাকৃত ছোট উচ্চতা আছে. অনুভূমিক বিন্যাসসমান গোল টেবিল(ফেসপ্লেট) ওয়ার্কপিসের ইনস্টলেশন, সারিবদ্ধকরণ এবং সুরক্ষিত করার জন্য ব্যাপকভাবে সুবিধা দেয়, যা একটি অনুভূমিক স্পিন্ডেল অক্ষের সাথে লেদগুলিতে ভারী ওয়ার্কপিস প্রক্রিয়া করার সময় খুব কঠিন।
ঘূর্ণমান মেশিনে, ঘূর্ণনের বাহ্যিক এবং অভ্যন্তরীণ পৃষ্ঠতল একটি কাটার দিয়ে স্থল হয়। যখন মেশিনটি একটি বুরুজ মাথা দিয়ে সজ্জিত করা হয়, তখন ওয়ার্কপিসগুলির কেন্দ্রীয় গর্তগুলি ড্রিল, কাউন্টারসিঙ্ক এবং অন্যান্য অক্ষীয় সরঞ্জামগুলির সাথে প্রক্রিয়া করা হয়।
মেশিনগুলির প্রধান পরামিতিগুলি প্রক্রিয়া করা হচ্ছে ওয়ার্কপিসের বৃহত্তম ব্যাস এবং উচ্চতা। প্রধান কাটিয়া আন্দোলন workpiece বহন টেবিলের ঘূর্ণন, ফিড আন্দোলন অনুভূমিক এবং সমর্থন উল্লম্ব আন্দোলন।
ক্যারোজেল মেশিন একক- এবং ডাবল-পোস্ট প্রকারে আসে।
ম্যানুয়াল নিয়ন্ত্রণ সহ একক-কলাম রোটারি লেদ।মেশিনে পারফর্ম করুন বিভিন্ন ধরনের 1250 মিমি পর্যন্ত ব্যাস সহ বড় আকারের ওয়ার্কপিসগুলিকে বাঁকানো: নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠগুলিকে বাঁকানো এবং বিরক্ত করা, ড্রিলিং, কাউন্টারসিঙ্কিং, রিমিং, খাঁজ কাটা, সমতল প্রান্তের পৃষ্ঠগুলি বাঁকানো, কাটা বন্ধ করা এবং বিশেষ ডিভাইসের উপস্থিতিতে, থ্রেডিং এবং আকৃতির পৃষ্ঠতলের প্রক্রিয়াকরণ।
মেশিনের সাধারণ দৃশ্য এবং এর নিয়ন্ত্রণগুলি চিত্রে দেখানো হয়েছে। 12।
একক কলাম CNC রোটারি লেদ।মেশিন জটিল কনফিগারেশন অংশ বাঁক জন্য ডিজাইন করা হয়েছে; এটি বাঁকা এবং সোজা জেনারট্রিস সহ পৃষ্ঠগুলিকে পিষে এবং বোর করতে ব্যবহার করা যেতে পারে; ড্রিল, কাউন্টারসিঙ্ক, রিম কেন্দ্রীয় গর্ত; রিং খাঁজ কাটা, কাটার দিয়ে বিভিন্ন থ্রেড কাটা।

ভাত। 12. একটি একক-কলাম ঘূর্ণমান লেদ এবং দুল নিয়ন্ত্রণ প্যানেলের সাধারণ দৃশ্য (a) (b):
1 ফেসপ্লেট; 2 রিমোট কন্ট্রোল; 3 পাঁচ-অবস্থান বুরুজ; 4 স্থানীয় আলো বাতি; 5 উল্লম্ব সমর্থন; 6 ক্রস সদস্য (ট্রাভার্স); 7 উল্লম্ব সমর্থন ফিড বক্স; উপরের (উল্লম্ব) ক্যালিপারের ম্যানুয়াল চলাচলের জন্য 8, 9টি ফ্লাইওয়াইল; 10 বিছানা; 11 পার্শ্ব (অনুভূমিক) ক্যালিপার; 12 পার্শ্ব সমর্থন ফিড বক্স; 13 চার-পজিশন টুল ধারক; সাইড ক্যালিপারের ম্যানুয়াল চলাচলের জন্য 14, 15টি ফ্লাইহুইল; 16 মেশিন গাইড; 17 টেবিল; 18 মেশিন জরুরী স্টপ বোতাম; 19 সংকেত আলো (যখন মেশিন কাজ করছে তখন জ্বলবে); 20 প্রধান ড্রাইভ মোটর স্টপ বোতাম; 21 ইঞ্জিন স্টার্ট বোতাম; 22 উপরের ক্যালিপার আন্দোলনের ব্রেক চালু এবং বন্ধ করা; বুরুজটিকে অন্য অবস্থানে ঘোরানোর জন্য 23 বোতাম; 24 কাজ ফিড এবং উপরের সমর্থন ইনস্টলেশন আন্দোলনের জন্য সুইচ; উপরের সমর্থন ফিড পরিমাণ সেট করার জন্য 25 হ্যান্ডেল; এটির জন্য নির্বাচিত ফিড চালু করতে 26 বোতাম; 27 উপরের সমর্থন আন্দোলনের দিক জন্য সুইচ; 28 উপরের ক্যালিপার সতর্কতা আলো (ক্যালিপার কাজ করার সময় জ্বলে); 29 স্থানীয় আলো চালু করা; 30 সাইড ক্যালিপার সতর্কতা আলো (ক্যালিপার কাজ করার সময় জ্বলে); 31 পার্শ্ব সমর্থন আন্দোলন দিক সুইচ; নির্বাচিত পার্শ্ব সমর্থন ফিড চালু করার জন্য 32 বোতাম; পার্শ্ব সমর্থন ফিড পরিমাণ সেট করার জন্য 33 হ্যান্ডেল; 34 কাজ ফিড এবং পার্শ্ব সমর্থন ইনস্টলেশন আন্দোলনের জন্য সুইচ; 55 পার্শ্ব ক্যালিপার আন্দোলনের ব্রেক চালু এবং বন্ধ করা; জগ মোডে 36 ফেসপ্লেট ঘূর্ণন বোতাম; 37 কাটিং গতি চালু (বন্ধ) করার জন্য সুইচ: অবিলম্বে বা ধীরে ধীরে; 38 ফেসপ্লেট স্টার্ট বোতাম; 39 ফেসপ্লেট স্টপ বোতাম; 40 স্বাভাবিক থেকে জগ মোডে সুইচ করুন।
মেশিনের মৌলিক প্রক্রিয়াগুলি একটি ম্যানুয়াল মেশিনের মতো, তবে সিএনসি মেশিনের পাশের সমর্থন নেই।
CNC ডিভাইসটি একটি প্রদত্ত প্রোগ্রাম অনুযায়ী উল্লম্ব সমর্থন এবং প্রধান আন্দোলন ড্রাইভের স্বয়ংক্রিয় নিয়ন্ত্রণ প্রদান করে। নিয়ন্ত্রণ দুটি স্থানাঙ্ক বরাবর একযোগে বাহিত হতে পারে. X এবং Z অক্ষ বরাবর পড়ার রেজোলিউশন হল 0.01 মিমি।
টুলের অবস্থান, ফিড রেট এবং ফেসপ্লেট ঘূর্ণন গতির সংশোধন প্রদান করা হয়। প্রোগ্রামটি স্বয়ংক্রিয়ভাবে টাকু ঘূর্ণন গতি পরিবর্তন করে, উপরের সমর্থন টুলের অনুদৈর্ঘ্য এবং ট্রান্সভার্স নড়াচড়া নিয়ন্ত্রণ করে, ফিড নির্বাচন করে, টুলটিকে শূন্য অবস্থানে সেট করে, ঘূর্ণন করে এবং বুরুজ ঠিক করে।
লেদস
হস্তচালিত লেদগুলি (চিত্র 13) ছোট উচ্চতার ঘূর্ণায়মান দেহগুলির ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় এবং বড় ব্যাস: পুলি, গাড়ির চাকা, ফ্লাই হুইল ইত্যাদি। এই ধরনের মেশিনে, বহিরাগত নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠগুলি ঘুরানো হয়, প্রান্তগুলি মেশিন করা হয়, সেগুলি বোর করা হয় এবং খাঁজগুলি মেশিন করা হয়।
লেদগুলির একটি ফেসপ্লেট 3 থাকতে পারে যার ব্যাস 4 মিটার পর্যন্ত হতে পারে; তাদের টেলস্টক নেই।

ভাত। 13. একটি একক (a) এবং পৃথক (b) বিছানা সহ লেদ: 1 গিয়ারবক্স; 2 প্রধান বৈদ্যুতিক মোটর; 3 ফেসপ্লেট; 4 ক্যালিপার; 5 ড্রাইভ খাদ; 6 ফিড বক্স
মাঝারি আকারের মেশিনগুলির জন্য, গিয়ারবক্স 1 এবং সমর্থন 4 একই ফ্রেমে অবস্থিত (চিত্র 13, ক)।
ফেসপ্লেট 3 এর সাথে একত্রে স্পিন্ডেলের প্রধান ঘূর্ণনশীল আন্দোলনটি বৈদ্যুতিক মোটর 2 থেকে গিয়ারবক্স 1 এর মাধ্যমে যোগাযোগ করা হয় এবং ফিড মুভমেন্টটি ফিডবক্স 6 এবং চলমান শ্যাফ্ট 5 এর মাধ্যমে ক্যালিপার 4 এর সাথে যোগাযোগ করা হয়।
বড় মেশিনগুলি একটি পৃথক সমর্থন 4 (চিত্র 13, খ) দিয়ে তৈরি করা হয়, যা ওয়ার্কপিসগুলিকে প্রক্রিয়া করা সম্ভব করে যার ব্যাস ফেসপ্লেটের আকারের চেয়ে বেশি, যার জন্য ফেসপ্লেটের নীচে ফাউন্ডেশনে একটি অবকাশ তৈরি করা হয়। এই মেশিনগুলির সমর্থন একটি পৃথক মোটর থেকে আন্দোলন গ্রহণ করে, এবং কিছু মডেলে একটি র্যাচেট ডিভাইসের মাধ্যমে টাকু থেকে। একটি ভারী ওয়ার্কপিস ইনস্টল, সারিবদ্ধ এবং সুরক্ষিত করতে অনেক সময় লাগে, তাই 2 মিটার বা তার বেশি ব্যাসের ওয়ার্কপিসগুলি একটি অনুভূমিক ফেসপ্লেট আছে এমন রোটারি ল্যাথগুলিতে প্রক্রিয়া করা উচিত।
আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয় বাঁক মেশিন
উদ্দেশ্য এবং শ্রেণীবিভাগ।মেশিনের একটি নকশা বৈশিষ্ট্য হল কাজ এবং সহায়ক চালগুলি সম্পাদন করার জন্য একটি সম্পূর্ণ সেটের উপস্থিতি যা চক্রটিকে স্বয়ংক্রিয় করে, সেইসাথে একটি নিয়ন্ত্রণ ব্যবস্থা যা তাদের কাজকে সমন্বয় করে।
একটি আধা-স্বয়ংক্রিয় মেশিন একটি স্বয়ংক্রিয় মেশিন থেকে পৃথক যে স্বয়ংক্রিয় লক্ষ্য প্রক্রিয়ার সেটটিতে একটি লোডিং এবং আনলোডিং ডিভাইস অন্তর্ভুক্ত থাকে না এবং এই অপারেশনটি ম্যানুয়ালি বা এর সাহায্যে সঞ্চালিত হয় অতিরিক্ত তহবিলযান্ত্রিকীকরণ এইভাবে, চক্রটি পুনরাবৃত্তি করার জন্য মানুষের হস্তক্ষেপ প্রয়োজন (ওয়ার্কপিস লোড করা, পণ্যগুলি সরানো, ওরিয়েন্টিং, ওয়ার্কপিস ক্ল্যাম্পিং)।
ওয়ার্কপিস প্রক্রিয়াকরণের জন্য স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদ ব্যবহার করা হয় জটিল আকৃতিরড এবং টুকরা ফাঁকা থেকে বড় আকারের এবং ব্যাপক উত্পাদন. এই মেশিনগুলিতে অংশগুলির প্রক্রিয়াকরণটি বেশ কয়েকটি সরঞ্জামের সাহায্যে করা হয়, যা সমর্থনে এবং বিশেষ ডিভাইসগুলিতে (ড্রিলিং, থ্রেডিং ইত্যাদি) ইনস্টল করা হয়। উচ্চ কার্যকারিতাস্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় lathes কর্মীদের সম্পূর্ণ অটোমেশন ধন্যবাদ অর্জন করা হয় এবং নিষ্ক্রিয় গতিএবং তাদের আংশিক সংমিশ্রণ। এই ক্ষেত্রে, একজন কর্মী বেশ কয়েকটি স্বয়ংক্রিয় বা আধা-স্বয়ংক্রিয় মেশিন পরিষেবা দেয়। যাইহোক, একটি নতুন ওয়ার্কপিস প্রক্রিয়াকরণে স্যুইচ করার সময় স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মেশিনগুলির পুনর্বিন্যাস একটি উল্লেখযোগ্য সময়ের সাথে সম্পর্কিত, যা অর্থনৈতিকভাবে কেবলমাত্র ভর, বড় আকারের এবং কখনও কখনও সিরিয়াল উত্পাদনে ন্যায়সঙ্গত।
স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলি টাকু ঘূর্ণনের একটি অনুভূমিক এবং উল্লম্ব অক্ষের সাথে উত্পাদিত হয়। পরেরটির অনুভূমিকগুলির তুলনায় সুবিধা রয়েছে: তারা কম এলাকা দখল করে; মাধ্যাকর্ষণ টাকুটির ট্রান্সভার্স বিকৃতিকে প্রভাবিত করে না এই কারণে উচ্চতর প্রক্রিয়াকরণের নির্ভুলতা প্রদান করে; চিপস এবং তাদের অপসারণ থেকে গাইডগুলির আরও ভাল সুরক্ষা। অনুভূমিক লেদগুলিতে, প্রধানত রড এবং টিউবুলার ওয়ার্কপিসগুলি প্রক্রিয়া করা হয়, যদিও টুকরো ওয়ার্কপিসগুলির প্রক্রিয়াকরণ বাদ দেওয়া হয় না।

ভাত। 14. একক-টাকু স্বয়ংক্রিয় lathes প্রক্রিয়াকরণ স্কিম: একটি আকৃতির কাটা; b, c অনুদৈর্ঘ্য বাঁক; g turning-turret; 1 টাকু মাথা; 2 টাকু; 3 রড; 4, 7 incisors; 5 উপরের ক্যালিপার; 6 স্টপ; 8 ক্রস স্লাইড; 9 ফিক্সচার; 10 মেশিনযুক্ত অংশ; 11 লুনেট; 12 রাক; 13 এক্সেল; 14 ব্যালেন্সার; 15 বুরুজ; 16 অনুদৈর্ঘ্য সমর্থন
প্রক্রিয়াকরণ পদ্ধতি অনুসারে, স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলিকে আকার-কাটিং, অনুদৈর্ঘ্য বাঁক, বুরুজ লেদ, মাল্টি-কাটিং এবং অনুলিপিতে ভাগ করা হয়েছে। কাজের চক্র নিয়ন্ত্রণের পদ্ধতি অনুসারে, মেশিনগুলিকে তিনটি গ্রুপে ভাগ করা হয়েছে:
- একটি ক্যামশ্যাফ্ট (সিভি) সহ, পুরো প্রক্রিয়াকরণ চক্র জুড়ে সমানভাবে ঘোরানো;
- একটি ঘূর্ণায়মান ভালভ সহ যা কম ঘূর্ণন গতিতে কাজের স্ট্রোক এবং উচ্চ গতিতে নিষ্ক্রিয় স্ট্রোকগুলিকে নিয়ন্ত্রণ করে;
- একটি ঘূর্ণমান মোটর সহ, যার ঘূর্ণন গতি প্রক্রিয়াকরণ চক্রের সময় পরিবর্তিত হয় এবং একটি অক্জিলিয়ারী শ্যাফ্টের সাথে একটি ধ্রুবক গতিতে ঘোরানো হয়। স্বয়ংক্রিয় লেদগুলি একক-স্পিন্ডল এবং মাল্টি-স্পিন্ডেল প্রকারে আসে।
একক টাকু ফর্ম-কাটিং মেশিন.রড (বা কুণ্ডলী) থেকে তৈরির জন্য ছোট অংশবড় আকারের এবং ব্যাপক উত্পাদনে সাধারণ আকার, একক-টাকু আকৃতির-কাটিং মেশিন ব্যবহার করা হয়। রড 3 (চিত্র 14, ক) একটি কোলেট চক ব্যবহার করে একটি ঘূর্ণায়মান টাকু 2 এ স্থির করা হয়েছে। প্রসেসিং কাটার 4 এবং 7 দ্বারা বাহিত হয়, সমর্থন 5 এবং 8 এ স্থির করা হয়, শুধুমাত্র তির্যক দিকে সরানো হয়। অংশের নির্দিষ্ট দৈর্ঘ্য রডটিকে চলমান স্টপ 6 পর্যন্ত প্রসারিত করে নিশ্চিত করা হয়। আকৃতি-কাটিং মেশিনের কিছু মডেলের ড্রিলিং গর্তের জন্য একটি অনুদৈর্ঘ্য সমর্থন থাকে।
একক টাকু অনুদৈর্ঘ্য বাঁক মেশিন.মেশিনগুলি ব্যাপক উত্পাদনের পরিস্থিতিতে রড থেকে অপেক্ষাকৃত দীর্ঘ দৈর্ঘ্য এবং ছোট ব্যাসের উচ্চ-নির্ভুল অংশ উত্পাদনের জন্য ডিজাইন করা হয়েছে। এই মেশিনগুলিতে, স্থির বা ট্রান্সভার্সলি মুভিং কাটার 4 (চিত্র 14, b) দ্বারা প্রক্রিয়াকরণ করা হয়, যা ঘূর্ণায়মান রড 3 এর ফিড DSnp এর অনুদৈর্ঘ্য আন্দোলনের সময় সমর্থন 5 বা একটি ব্যালেন্সার 14 এর উপর মাউন্ট করা হয়। রডের ফিড স্পিন্ডেল হেড 7 দ্বারা বাহিত হয়। অ্যাকশন কাটিং ফোর্সের অধীনে রডের বিচ্যুতি এবং কম্পন কমাতে, এর সামনের প্রান্তটি একটি স্থির বিশ্রাম 77 এর মধ্য দিয়ে যায়, একটি সমর্থন স্ট্যান্ড 12-এ মাউন্ট করা হয়।
দুটি বা তিনটি উল্লম্ব সমর্থন 5 এবং একটি ব্যালেন্সার 14 স্ট্যান্ডে মাউন্ট করা হয়েছে, দুটি কাটার 4 বহন করে এবং একটি অক্ষ 13 এর চারপাশে একটি দোলনা গতি সঞ্চালন করে। কাটারের ট্রান্সভার্স মুভমেন্ট DSn এবং রডের অনুদৈর্ঘ্য আন্দোলনের সংমিশ্রণ এটিকে সম্ভব করে তোলে। অংশে নির্দিষ্ট আকৃতির পৃষ্ঠগুলি পেতে। কাটিং কাটার (মেশিনযুক্ত অংশ 10 কাটার পরে) রডের স্টপ হিসাবে কাজ করে, যখন স্পিন্ডল 2-এর কোলেট চক খোলে এবং স্পিন্ডল হেড 1 পরবর্তী ওয়ার্কপিসের প্রক্রিয়াকরণ চক্রের শুরুর অবস্থানে চলে যায়।
কেন্দ্রীয় গর্তের প্রক্রিয়াকরণ (ড্রিলিং, রিমিং, ট্যাপিং), পাশাপাশি লঘুপাত বাহ্যিক থ্রেডডাইটি দুই বা তিনটি স্পিন্ডল ডিভাইস 9 ব্যবহার করে তৈরি করা হয়েছে, যার স্বাধীন অনুবাদমূলক DSnp2 এবং টুলগুলির ঘূর্ণনশীল Dr2 আন্দোলন থাকতে পারে। এই ক্ষেত্রে, প্রধান আন্দোলন মেশিনের স্পাইন্ডেল এবং ফিক্সচারের যুগপত ঘূর্ণনশীল আন্দোলন নিয়ে গঠিত।
একক-স্পিন্ডল টার্নিং-টারেট স্বয়ংক্রিয় মেশিন।এই মেশিনগুলি ব্যাপক উত্পাদনে জটিল কনফিগারেশনের অংশগুলির উত্পাদনের জন্য ব্যবহৃত হয়। গ্রুপ টেকনোলজি পদ্ধতির ব্যবহার, যা একটি মেশিনে প্রক্রিয়াকরণের জন্য গঠিত একই অংশগুলির একটি গ্রুপ যা আকার এবং কনফিগারেশনে একই রকম, এটি বড় আকারের উত্পাদন পরিস্থিতিতে স্বয়ংক্রিয় মেশিনগুলি কার্যকরভাবে ব্যবহার করা সম্ভব করে তোলে।
জটিল কনফিগারেশনের যন্ত্রাংশ তৈরির জন্য প্রয়োজনীয় বিপুল সংখ্যক সরঞ্জাম মিটমাট করার জন্য, মেশিনগুলি একটি অনুদৈর্ঘ্য সমর্থন 16 (চিত্র 14, d) সহ একটি ছয়-অবস্থান (কিছু মেশিনে আট-অবস্থানে) বুরুজ মাথা 15 এবং বেশ কয়েকটি ট্রান্সভার্স 8 (সামনে, পিছনে) এবং একটি (দুই) শীর্ষ 5 সমর্থন করে।
অনুদৈর্ঘ্য টার্নিং মেশিনের বিপরীতে, টারেট লেথের স্পিন্ডল হেড 1 বিছানায় শক্তভাবে মাউন্ট করা হয় এবং এর কোন অনুদৈর্ঘ্য নড়াচড়া নেই। থ্রেড কাটার সময় মেশিনের স্পিন্ডল 2 কে ঘড়ির কাঁটার বিপরীত দিকে Dr2 এবং ঘড়ির কাঁটার দিকে Dr1 ঘোরানো হয় টুলটিকে স্ক্রু করার জন্য।
মেশিনযুক্ত অংশটি কেটে ফেলার পরে এবং কোলেট চকটি আনক্ল্যাম্প করার পরে, রড 3 স্টপ 6 এ খাওয়ানো হয়।
সমর্থনে এবং বুরুজে স্থাপিত সরঞ্জামগুলি ক্রমানুসারে বা সমান্তরালভাবে কাজ করতে পারে।
মাল্টি-স্পিন্ডল আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয় লেদ।এই সরঞ্জাম বিভিন্ন অংশ উত্পাদন ব্যাপক প্রযুক্তিগত ক্ষমতা দ্বারা চিহ্নিত করা হয়. একক-স্পিন্ডল মেশিনের তুলনায়, মাল্টি-স্পিন্ডেল মেশিন এবং আধা-স্বয়ংক্রিয় মেশিনগুলি আরও সরবরাহ করে উচ্চ ডিগ্রীপ্রক্রিয়াকরণের ঘনত্ব, যা তাদের উত্পাদনশীলতা বাড়াতে, মেশিনের ক্ষমতা হ্রাস করতে এবং সরঞ্জাম দ্বারা দখলকৃত এলাকা হ্রাস করতে সহায়তা করে। অপারেশন নীতির উপর ভিত্তি করে, মেশিনগুলি সমান্তরাল এবং অনুক্রমিক মেশিনে বিভক্ত। সমান্তরাল-অ্যাকশন মেশিনে, অভিন্ন ক্রিয়াকলাপগুলি একই সাথে সমস্ত স্পিন্ডলে সঞ্চালিত হয় এবং একটি কাজের চক্রে ওয়ার্কপিসগুলির প্রক্রিয়াকরণ, যার সংখ্যা স্পিন্ডলের সংখ্যার সাথে মিলে যায়, সম্পন্ন হয়।

ভাত। 15. অনুক্রমিক (a) এবং সমান্তরাল-অনুক্রমিক অপারেশন (b) এর মাল্টি-স্পিন্ডেল ল্যাথের অপারেশনের স্কিমগুলি: I VIII; G IV মেশিনের অবস্থান
সর্বাধিক বিস্তৃত হল মাল্টি-স্পিন্ডেল স্বয়ংক্রিয় মেশিন এবং অনুক্রমিক আধা-স্বয়ংক্রিয় মেশিন। এই ধরনের মেশিনে, লোডিং পজিশন থেকে ওয়ার্কপিসগুলি পর্যায়ক্রমে স্পিন্ডেল টেবিল বা স্পিন্ডল ব্লককে ঘুরিয়ে এবং সূচীকরণ করে কাজের অবস্থানে আনা হয় এবং একই সাথে সরঞ্জামগুলির গ্রুপ দ্বারা প্রক্রিয়া করা হয় প্রযুক্তিগত প্রক্রিয়া. বিপুল সংখ্যক কাজের অবস্থান এবং স্পিন্ডেল (6 × 8) এগুলি ব্যবহার করার অনুমতি দেয় বিভিন্ন সমন্বয়.
জটিল আকারের ওয়ার্কপিসগুলি মেশিনের সমস্ত অবস্থানে প্রক্রিয়া করা হয় (চিত্র 15, ক), এবং প্রতিটি চক্রের পরবর্তী অবস্থানে স্থানান্তরিত হয়। সহজ ওয়ার্কপিসগুলির জন্য যা অল্প সংখ্যক কাজের অবস্থানে প্রক্রিয়া করা যেতে পারে, একটি আরও উত্পাদনশীল সমান্তরাল-ক্রমিক প্রক্রিয়াকরণ স্কিম ব্যবহার করা হয় (চিত্র 15, খ)। এই ক্ষেত্রে, দুটি অবস্থান (I এবং 1) লোডিং হিসাবে ব্যবহার করা হয়, তারপর I এবং G অবস্থানে ইনস্টল করা ওয়ার্কপিসগুলি যথাক্রমে I এবং 1G অবস্থানে প্রক্রিয়া করা হবে এবং দ্বিতীয় এবং 1G অবস্থানে থাকা ওয়ার্কপিসগুলি প্রক্রিয়া করা হবে। অবস্থান III এবং 1G. IS, ইত্যাদি এই বিকল্পটি উভয় দিকের ওয়ার্কপিস প্রক্রিয়াকরণের জন্যও প্রযোজ্য: দ্বিতীয়, তৃতীয় এবং চতুর্থ অবস্থানে টেবিলের (ড্রাম) প্রথম বিপ্লবের সময় একপাশে প্রক্রিয়া করা ওয়ার্কপিসটি D অবস্থানে সংলগ্ন ক্ল্যাম্পিং ডিভাইসে উল্টে ইনস্টল করা হয় এবং প্রক্রিয়াজাত করা হয়। দ্বিতীয় বিপ্লব টেবিলের সময় অন্য দিকে (হ্যাচড অবস্থানে)।
ওয়ার্কপিস লোড করা এবং প্রক্রিয়াকৃত অংশগুলি আনলোড করা প্রক্রিয়াকরণের সাথে সময়মতো মিলিত হয় এবং বিশেষ প্রক্রিয়া দ্বারা সঞ্চালিত হয়।
মাল্টি-স্পিন্ডল স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলি সিরিয়াল এবং ভর উত্পাদনে ব্যাপকভাবে ব্যবহৃত হয়। তারা বিভক্ত: উদ্দেশ্য অনুযায়ী - সার্বজনীন এবং বিশেষ মধ্যে; ওয়ার্কপিসের প্রকার দ্বারা - রড এবং কার্তুজ; স্পিন্ডলগুলির অবস্থান অনুসারে - অনুভূমিক এবং উল্লম্ব।
অনুভূমিক মাল্টি টাকু স্বয়ংক্রিয় lathes.এই মেশিনের কার্তুজ এবং রড সংস্করণ আছে. কার্টিজ সংস্করণে, মেশিনটি ওয়ার্কপিসের লোডিং এবং প্রক্রিয়াকৃত অংশের আনলোডিং স্বয়ংক্রিয় করতে একটি ম্যানিপুলেটর দিয়ে সজ্জিত করা যেতে পারে। রড-টাইপ মেশিনটি ঘূর্ণায়মান রডগুলিকে সমর্থন করার জন্য একটি ডিভাইস দিয়ে সজ্জিত, যার সামনের প্রান্তগুলি স্পিন্ডল ব্লকে অবস্থিত এবং কোলেট চক ব্যবহার করে স্পিন্ডলগুলিতে সুরক্ষিত। স্পিন্ডেল ব্লকে চার, ছয় বা আটটি টাকু সহ একটি ঘূর্ণায়মান ড্রাম থাকে।
ড্রামের প্রতিটি অবস্থানে, ওয়ার্কপিসগুলিকে ট্রান্সভার্স এবং কেন্দ্রীয় অনুদৈর্ঘ্য সমর্থনে মাউন্ট করা একটি টুল দিয়ে প্রক্রিয়া করা হয়, যা প্রক্রিয়াকরণের শেষে প্রত্যাহার করা হয়, যা স্পিন্ডেল ড্রামটিকে ঘোরাতে দেয়। সুতরাং, টাকুতে ইনস্টল করা ওয়ার্কপিসটি প্রযুক্তিগত প্রক্রিয়া অনুসারে সমস্ত অবস্থানে প্রক্রিয়া করা হয়। একটি বার মেশিনে, প্রক্রিয়াকরণ শেষ অবস্থানে শেষ হয়, যেখানে সমাপ্ত অংশ বার থেকে কাটা হয়। একই অবস্থানে, রডটি টাকু থেকে একটি নির্দিষ্ট দৈর্ঘ্য পর্যন্ত প্রসারিত হয় যতক্ষণ না এটি পরবর্তী অংশ তৈরির জন্য থামে। একটি কার্টিজ-টাইপ মেশিনে, সমাপ্ত অংশ অপসারণ এবং ওয়ার্কপিস ইনস্টলেশন শেষ অবস্থানে সঞ্চালিত হয়।
এই ধরনের মেশিনে ক্রমিক এবং সমান্তরাল-অনুক্রমিক প্রক্রিয়াকরণ সম্ভব।
স্বতন্ত্র ব্যবস্থামেশিনের কাজের জায়গার শীতলকরণ দুটি বৈদ্যুতিক পাম্প দ্বারা সরবরাহ করা হয় যা বিতরণ পাইপে কুল্যান্ট সরবরাহ করে এবং সেখান থেকে (পায়ের পাতার মোজাবিশেষের মাধ্যমে) কর্তন যন্ত্র. মেশিনের সাথে সংযোগ করা সম্ভব কেন্দ্রীভূত ব্যবস্থাকুল্যান্ট সরবরাহ।
নিম্নলিখিত তৈলাক্তকরণ সিস্টেমগুলি মেশিনে ব্যবহৃত হয়: কেন্দ্রীভূত (গিয়ারবক্স প্রক্রিয়ার সমস্ত পয়েন্টে জল দেওয়া এবং অন্যান্য পয়েন্ট যাতে প্রচুর পরিমাণে তৈলাক্তকরণের প্রয়োজন হয়) তেল জলাধারে ফিরে আসে; বিস্তৃত তৈলাক্তকরণের প্রয়োজন হয় না এমন পয়েন্টগুলির ডোজযুক্ত তৈলাক্তকরণের সাথে কেন্দ্রীভূত হয় বা এমন একটি এলাকায় অবস্থিত যা থেকে লুব্রিকেন্ট ফিরে আসে না; চিপ পরিবাহক গিয়ারবক্সের তরল তৈলাক্তকরণের জন্য পৃথক। ফ্রেমের একটি উত্তাপযুক্ত বগি লুব্রিকেন্টের জন্য একটি জলাধার হিসাবে কাজ করে; তেলের স্তর একটি তেল সূচক দ্বারা নিয়ন্ত্রিত হয়।
স্পিন্ডেল ব্লক হাউজিং-এ একটি স্পিন্ডেল ড্রাম থাকে যেখানে স্পিন্ডেলগুলি মাউন্ট করা হয়, সেইসাথে রডকে খাওয়ানো এবং ক্ল্যাম্প করার, স্পিন্ডেল ড্রামটিকে ঘোরানো এবং ঠিক করার প্রক্রিয়া।
স্পিন্ডেল ড্রাম 20 (চিত্র 16) একটি ফাঁপা অ্যাক্সেল 24-এর উপর চাপা হয়, যার ভিতরে একটি কেন্দ্রীয় শ্যাফ্ট 25 চলে যায়, প্রধান ড্রাইভ থেকে গিয়ার 11 এবং 13 এর মাধ্যমে স্পিন্ডেল 21-এ ঘূর্ণন প্রেরণ করে। অ্যাক্সেল 24-এর ডান প্রান্তটি সমর্থিত। গিয়ারবক্স ফ্ল্যাঞ্জ দ্বারা। স্পিন্ডেলের রেডিয়াল সাপোর্টগুলি হল ডাবল-সারি রোলার বিয়ারিং 14 এবং 19৷ অক্ষীয় লোডগুলি থ্রাস্ট বল বিয়ারিং দ্বারা বহন করা হয় 15৷ বিয়ারিং 14 এবং 19-এর রেডিয়াল ক্লিয়ারেন্স শঙ্কু বরাবর বিয়ারিংয়ের ভিতরের রিংগুলির অক্ষীয় গতিবিধি দ্বারা নিয়ন্ত্রিত হয়৷ টাকু 21 এর জার্নাল, বাদাম 17 এবং 27 ব্যবহার করে বাহিত। বিয়ারিং 19 এর ভিতরের রিংটির অবস্থান তিনটি স্ক্রু 18, এবং 14 একটি বাদাম 16 দিয়ে স্থির করা হয়েছে, যার সাহায্যে টাকুটির অক্ষীয় ক্লিয়ারেন্স তারপর সমন্বয় করা হয়।
রড ক্ল্যাম্পিং ডিভাইস কাপলিং এবং কাঁটা 9 যেটি নিয়ন্ত্রণ করে তা স্পিন্ডেলের বাম দিকে মাউন্ট করা হয়৷ কাঁটা 9 বাম দিকে সরানো হলে রডটি ক্ল্যাম্প করা হয়৷ কাপলিং কাপ 8 তার আকৃতির ছিদ্র সহ লিভার 7-এ চাপ দেয়, যা, বাঁকিয়ে, কাপ 6 কে সরায় এবং, ডিস্ক স্প্রিংস 5 এর মধ্য দিয়ে, ফ্ল্যাঞ্জ 4 টিপুন, যার মধ্যে ক্ল্যাম্প পাইপ নাট 12 বিশ্রাম নেয়, কোলেট 22কে আঁকতে থাকে টাকু শরীর। ক্ল্যাম্প কাপলিং লিভার 28 দ্বারা বাম অবস্থানে স্থির করা হয়েছে। কাঁটা থেকে কাপে ক্ল্যাম্পিং বল থ্রাস্ট বিয়ারিং 10 এর মাধ্যমে প্রেরণ করা হয়।
বার খাওয়ানোর জন্য, একটি কোলেট 23 ব্যবহার করা হয়, একটি পাইপ 3 এ স্ক্রু করা হয়, যা ফিড মেকানিজম দ্বারা ভারবহন 2 দ্বারা সরানো হয়। পাইপ 3-এর অক্ষীয় চলাচল স্পিন্ডেল ড্রামের কেন্দ্রীয় পাইপ 29-এ মাউন্ট করা একটি ডিস্ক দ্বারা সীমাবদ্ধ। বার ফিডের দৈর্ঘ্যের উপর নির্ভর করে ডিস্কের অক্ষীয় অবস্থান সেট করা হয়।

ভাত। 16. একটি অনুভূমিক মাল্টি-স্পিন্ডল রড মেশিনের স্পিন্ডল ড্রাম: 1 রিং; 2 বল ভারবহন; 3, 12, 29 পাইপ; 4 ফ্ল্যাঞ্জ; 5 বসন্ত; 6 গ্লাস; 7 লিভার; 8 কাপ; 9 প্লাগ; 10, 15 থ্রাস্ট বল বিয়ারিং; 11, 13 গিয়ার; 14, 19 রোলার বিয়ারিং 11; 16, 17, 27 বাদাম; 18 স্ক্রু; 20 ড্রাম; 21 টাকু; 22, 23 কোলেট; 24 অক্ষ; 25 খাদ; 26 লক; 28 লিভার
পাইপ 3 এর বাম প্রান্তে একটি পরিবর্তনযোগ্য গাইড রিং 1 রয়েছে, যার গর্তের ব্যাস প্রক্রিয়াকৃত রডের ব্যাস দ্বারা নির্ধারিত হয়। প্রতিটি কাজের অবস্থানে, স্পিন্ডেল ড্রামটি লিভার দ্বারা স্থির করা হয় এবং ক্রেডলের বিরুদ্ধে চাপ দেওয়া হয়। ক্যালিপারগুলি প্রত্যাহার করার পরে, লিভারগুলি সরে যায়, ড্রামের 26 নম্বর লক থেকে বেরিয়ে আসে এবং এটিকে উত্তোলনের জন্য ছেড়ে দেয় এবং পরবর্তী অবস্থানে ঘোরায়।
অনুদৈর্ঘ্য সাপোর্ট, কেন্দ্রীয় ফাঁপা অক্ষ বরাবর চলমান এবং স্পিন্ডেল ড্রামের সমস্ত অবস্থানে পরিবেশন করে, ড্রামের স্পিন্ডেলের সংখ্যার উপর নির্ভর করে 4, 6 বা 8 এর মুখের সংখ্যা সহ একটি পলিহেড্রন। প্রতিটি মুখে খাঁজের মতো খাঁজ রয়েছে dovetail, যেখানে স্থির বা স্লাইডিং টুল হোল্ডার, সেইসাথে অন্যান্য প্রক্রিয়াকরণ ডিভাইসগুলি ইনস্টল করা হয়। অনুদৈর্ঘ্য সমর্থন একটি সর্বজনীন ড্রাইভ দিয়ে সজ্জিত যা আপনাকে ক্যামগুলি পরিবর্তন না করেই সমর্থনের কার্যকরী স্ট্রোক পরিবর্তন করতে দেয়। পিবি ড্রামে স্থায়ী ক্যাম রয়েছে যা দুটি স্লাইডার নিয়ন্ত্রণ করে; প্রত্যেকটি রড এবং স্লাইডের মধ্য দিয়ে একটি অনুদৈর্ঘ্য স্লাইড সরায়: একটি দ্রুত এপ্রোচের সময়, এবং অন্যটি কাজের স্ট্রোক বিভাগের সময়। টাকু ড্রামের ঘূর্ণন একটি মাল্টিজ ক্রস দ্বারা সঞ্চালিত হয়, যা RV এর সাথে সংযুক্ত থাকে। মেশিনের স্পিন্ডেলের সংখ্যা এবং মেশিনটি যে স্কিমে কাজ করে তার উপর নির্ভর করে গিয়ার অনুপাত নির্বাচন করা হয়: ক্রমানুসারে বা সমান্তরাল-সিরিজ।

ভাত। 17. একটি উল্লম্ব মাল্টি-স্পিন্ডল আধা-স্বয়ংক্রিয় লেদ পরিচালনার স্কিম: 1 বডি; 2 ক্যালিপার; 3 কলাম; 4 টাকু; 5 টেবিল; 6 ভিত্তি
ক্র্যাডল এবং স্পিন্ডেল ড্রামের পরিধান এড়াতে এবং মেশিনের নির্ভুলতা বজায় রাখার জন্য, ড্রামটি বাঁকানোর আগে স্বয়ংক্রিয়ভাবে ক্র্যাডলের উপরে 0.2...0.4 মিমি উপরে উঠে যায়।
টাকু ড্রাম বাঁক পরে, এর অবস্থান স্থির করা হয়। প্রক্রিয়াকৃত অংশগুলির ব্যাসের নির্ভুলতা টাকু ড্রামের ফিক্সেশনের নির্ভুলতার উপর নির্ভর করে। স্লাইড, সাপোর্ট স্টপ, হোল্ডার এবং টুলকে সরিয়ে প্রতিটি ট্রানজিশনে ক্রমানুসারে একটি স্পিন্ডেলে আটকানো একটি ওয়ার্কপিস (বার) এর উপর সমন্বয় করা হয়।
উল্লম্ব মাল্টি টাকু আধা স্বয়ংক্রিয় lathes.এই মেশিনগুলি ব্যাপকভাবে ঢালাই প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় এবং মাঝারি এবং স্ট্যাম্পযুক্ত ওয়ার্কপিস বড় মাপ. তাদের উল্লম্ব বিন্যাস মেশিন দ্বারা দখলকৃত স্থানের অর্থনৈতিক ব্যবহারের জন্য অনুমতি দেয় এবং ওয়ার্কপিস সহ মেশিনটি লোড করা সহজ করে তোলে।
উল্লম্ব আট-স্পিন্ডল আধা-স্বয়ংক্রিয় লেদ রুক্ষ করার জন্য ডিজাইন করা হয়েছে এবং সমাপ্তিডিস্ক, ফ্ল্যাঞ্জ ইত্যাদির মতো ওয়ার্কপিসগুলির মধ্যে। মেশিনগুলি দুটি সংস্করণে তৈরি করা হয়: কিছু মেশিন বড় ভাতা (পাওয়ার সংস্করণ) সহ ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়, অন্যগুলি ছোট-ব্যাসের অংশ উত্পাদন বা প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় অ লৌহঘটিত ধাতু তৈরি অংশ.
একটি উল্লম্ব মাল্টি-স্পিন্ডল আধা-স্বয়ংক্রিয় মেশিনের অপারেটিং ডায়াগ্রাম চিত্রে দেখানো হয়েছে। 17. একটি কলাম J শক্তভাবে বেস 6 এর সাথে সংযুক্ত, যার গাইড বরাবর 2টি কাজের অবস্থানে চলে যায়। টেবিল 5-এ আটটি ওয়ার্কিং স্পিন্ডেল 4 ইনস্টল করা আছে। কলামের শীর্ষে একটি হাউজিং 1 রয়েছে, যা ফিড মেকানিজম এবং প্রধান মুভমেন্ট গিয়ারবক্স রয়েছে। সাতটি কাজের অবস্থানে, অনুক্রমিক প্রক্রিয়াকরণের নীতি অনুসারে, আপনি বাঁক, বোরিং, ড্রিলিং, কাউন্টারসিঙ্কিং এবং গর্তের রিমিং সঞ্চালন করতে পারেন। একটি অবস্থান লোড হচ্ছে. দুটি ওয়ার্কপিসের সমান্তরাল-ক্রমিক প্রক্রিয়াকরণের সময়, দুটি লোডিং অবস্থান একযোগে ব্যবহার করা হয়। এই মেশিনের বিশেষত্ব হল প্রতিটি টাকুতে স্বাধীন ঘূর্ণন গতি এবং ফিড রেট থাকতে পারে।
মেশিন অঙ্কন
মেশিনযে কোনো উপকরণ প্রক্রিয়াকরণের জন্য ডিজাইন করা একটি মেশিন বলা হয়। যান্ত্রিক প্রকৌশলে, প্রায় সমস্ত অংশ নির্দিষ্ট মেশিনে ফাঁকা প্রক্রিয়াকরণের পরে প্রাপ্ত হয়। কিছু জিনিস একটি ফাইল এবং একটি স্লেজহ্যামার দিয়ে শেষ করতে হবে, এবং এই সরঞ্জামগুলি উপরের সংজ্ঞার সাথে ভালভাবে মানায় না, তবে ব্যাপক উত্পাদনে এই পদ্ধতিটি বেশ বিরল। সব পরে, মেশিন ধাতু অংশ উত্পাদন জন্য প্রধান হাতিয়ার. একটি মেশিন ডিজাইন করা একটি সহজ কাজ নয়। অবশ্যই, মেশিন টুল বিল্ডিং একটি উন্নত শিল্প, এবং এই বিষয়ে অনেক উন্নয়ন আছে, গার্হস্থ্য শিল্প সম্ভবত এমনকি ভাল মেশিন উত্পাদন করে, একটি সম্পূর্ণ গুচ্ছ মানুষ প্রাসঙ্গিক বিশেষত্বে অধ্যয়ন করে, কিন্তু কিছু কারণে সেরা মেশিনগুলি বিদেশ থেকে আমদানি করা। সাধারণভাবে, আপনি যদি এই বিষয়টিকে আরও বিস্তৃতভাবে দেখেন তবে দেখা যাচ্ছে যে মেশিনগুলি উত্পাদনের মাধ্যম। এবং এমন কিছু যার সাহায্যে যে কোনও পণ্য তৈরি করা যায় তা অন্যান্য মেশিনের তুলনায় আরও উল্লেখযোগ্য আইটেম। উৎপাদনের উপায়ে ব্যক্তিগত মালিকানার অধিকার অন্তত গত একশ বছর ধরে গুরুত্বপূর্ণ ভূমিকা পালন করেছে, তাই মেশিন টুল শিল্প জাতীয় অর্থনীতিশেষ স্থানে থাকা উচিত নয়। আমাদের নিজস্ব মেশিন টুল শিল্প না থাকলে আমরা যখন আবার সভ্য ইউরোপের সাথে লড়াই করতে হবে তখন আমরা ট্যাঙ্ক এবং প্লেনগুলিকে রিভেট করতে কী ব্যবহার করব? তাহলে কেউ সেগুলো বিক্রি করবে এমন সম্ভাবনা নেই। কিন্তু এই বিষয়টি তাদের কাছে খুব কমই আগ্রহের বিষয় যারা এই সাইটে মেশিন ড্রয়িং ডাউনলোড করতে আসে (অবশ্যই সম্পূর্ণ বিনামূল্যে), তাই আমরা শুধুমাত্র সেটাই উল্লেখ করব ধাতু কাটা মেশিননিম্নলিখিত পরামিতি অনুযায়ী শ্রেণীবদ্ধ:
- সঠিকতা শ্রেণী
- ভর
- অটোমেশন ডিগ্রী
- বিশেষীকরণ
এবং অবশ্যই প্রক্রিয়াকরণের ধরণ দ্বারা - টার্নিং, মিলিং, ড্রিলিং ইত্যাদি।
একটি মেশিনে, তার প্রকারের উপর নির্ভর করে, একটি অংশ (লেদ) বা একটি টুল (মিলিং মেশিন) সরাতে পারে।
অবশ্যই, এটি এমন নয় যার দ্বারা এই নিঃসন্দেহে জটিল প্রক্রিয়াগুলিকে শ্রেণীবদ্ধ করা যেতে পারে, তবে আপনি যেখানে জানেন সেখানে আপনি আরও বিশদে পড়তে পারেন।
আমাদের ওয়েবসাইটের এই বিভাগে ডাউনলোড করার জন্য বিভিন্ন ধরণের এবং ধরণের মেশিনের আঁকার পাশাপাশি কিছু অংশ এবং সমাবেশের অঙ্কন রয়েছে।
ইউনিভার্সাল স্ক্রু-কাটিং লেদ.মেশিনটি সব ধরণের বাঁক এবং থ্রেডিং কাজ করে। মেশিনে কাটার এবং একটি থ্রেড কম্ব দিয়ে মেট্রিক এবং ইঞ্চি থ্রেড কাটার সময়, একটি প্রধান মুভমেন্ট চেইন এবং একটি স্ক্রু-কাটিং চেইন ব্যবহার করা হয়। কাটা মডুলার মেট্রিক থ্রেডের পিচ হল P = pt, যেখানে m হল মডিউল; একটি ইঞ্চি থ্রেডের পিচ প্রতি 1** থ্রেডের সংখ্যা দ্বারা নির্ধারিত হয়। উদাহরণস্বরূপ: P = 0.5" = 0.5. 25.4 মিমি = 12.7 মিমি; ইঞ্চি মডুলার থ্রেড পিচ (p) এ গণনা করা হয়, p = 1"/t সহ। একটি টোকা দিয়ে একটি থ্রেড কাটা এবং ডাই করার জন্য, শুধুমাত্র প্রধান আন্দোলন প্রয়োজন, যেহেতু টুলটি স্ব-আঁটসাঁট করে ফিড করে। মেশিনের সাধারণ দৃশ্য চিত্রে দেখানো হয়েছে। 1. সমস্ত মেশিন মেকানিজম ফ্রেমে মাউন্ট করা হয়েছে 1. একটি গিয়ারবক্স, স্পিন্ডল এবং অন্যান্য উপাদান হেডস্টক (স্পিন্ডেল) 18 এ ইনস্টল করা আছে। ফিড বক্স 9 স্পিন্ডেল থেকে ক্যালিপারে চলাচল করে (স্পিন্ডলটি চিত্রে দৃশ্যমান নয়, যেহেতু চক 24 এটির উপর স্ক্রু করা হয়েছে)। সাপোর্টের মধ্যে একটি ট্রান্সভার্স স্লাইড 8 এবং একটি উপরের স্লাইড 31 রয়েছে, যা ফ্রেমের 40 নং গাইড বরাবর চলমান একটি সাপোর্ট ক্যারেজে রাখা হয়। এপ্রোন 4-এ, সীসা স্ক্রু 41 বা শ্যাফ্ট 42-এর ঘূর্ণনটি উপরের স্লাইডে একটি টুল ধারক 26 বহনকারী ক্যালিপারের অনুবাদমূলক মুভমেন্টে রূপান্তরিত হয়। ওয়ার্কপিসকে সমর্থন করার জন্য টেলস্টক কুইল 36-এ একটি কেন্দ্র ইনস্টল করা যেতে পারে। একটি চক স্থির একটি ওয়ার্কপিসে কেন্দ্রীয় গর্ত মেশিন করার জন্য মূল টুল (ড্রিল, রিমার, ইত্যাদি)। একটি সার্বজনীন স্ক্রু-কাটিং লেদ এর প্রধান নিয়ন্ত্রণ (হ্যান্ডেল এবং বোতাম) চিত্রে দেখানো হয়েছে। 1. মেশিনে ওয়ার্কপিসগুলির ইনস্টলেশন এবং বেঁধে রাখা চক, চক এবং পিছনের কেন্দ্রে, কেন্দ্রে এবং ম্যান্ডরেলে বাহিত হয়। চকগুলি এমন ওয়ার্কপিসগুলিকে সুরক্ষিত করার জন্য ডিজাইন করা হয়েছে যেগুলি এটি থেকে তাদের ব্যাসের দুই থেকে তিনটির সমান দৈর্ঘ্যে বেরিয়ে আসতে পারে। দীর্ঘ ওয়ার্কপিস চক এবং পিছনের কেন্দ্রে ইনস্টল করা হয়। ভারী রুক্ষ কাজের জন্য পিছনের কেন্দ্রের সাথে ওয়ার্কপিসকে সমর্থন করাও প্রয়োজনীয়। কেন্দ্রগুলিতে ইনস্টলেশনটি শ্যাফ্টের মতো দীর্ঘ ওয়ার্কপিসগুলির জন্য ব্যবহৃত হয় যেখানে ন্যূনতম বিচ্যুতি সহ বেশ কয়েকটি প্রক্রিয়াকৃত বাইরের পৃষ্ঠের প্রান্তিককরণ নিশ্চিত করা প্রয়োজন, পাশাপাশি একই প্রযুক্তিগত ভিত্তিগুলিতে ইনস্টলেশন সহ বিভিন্ন মেশিনে ক্রমানুসারে ওয়ার্কপিস প্রক্রিয়াকরণের সময়। একটি ওয়ার্কপিসের বাইরের পৃষ্ঠটি প্রক্রিয়া করার সময় ম্যান্ড্রেল ব্যবহার করা হয় যদি এটিতে একটি প্রাক-প্রক্রিয়াজাত ছিদ্র থাকে।

1 - বিছানা; 2 - ফিড চালু এবং বন্ধ করার জন্য হ্যান্ডেল; 3 — জরায়ু বাদাম চালু এবং বন্ধ করার জন্য হ্যান্ডেল; 4 - এপ্রোন; 5 — আলনা এবং পিনিয়ন চাকা মুক্তির জন্য হ্যান্ডেল; 6 — গাড়ির ম্যানুয়াল চলাচলের জন্য ফ্লাইহুইল; 7 — ক্যারেজ গাইড এবং ক্যালিপার স্লাইডের তৈলাক্তকরণের জন্য স্পুল বোতাম; 8 - তির্যক ক্যালিপার স্লাইড; 9 - ফিড বক্স; 10, 43 — গিয়ারবক্সে ঘর্ষণ ক্লাচ নিয়ন্ত্রণ হ্যান্ডলগুলি (বিপরীত টাকু ঘূর্ণন), ইন্টারলক করা; 11 — থ্রেড পিচ সেট করার জন্য হ্যান্ডেল এবং সরাসরি থ্রেড কাটার সময় ফিড বক্স বন্ধ করে; 12 — ফিড সেট করার জন্য হ্যান্ডেল এবং থ্রেড কাটা হচ্ছে; 13 — ফিড রেট এবং থ্রেড পিচ সামঞ্জস্য করার জন্য হ্যান্ডেল; 14 — ডান এবং বাম থ্রেড কাটার জন্য মেশিন সেট করার জন্য হ্যান্ডেল; 15 — স্বাভাবিক বা বর্ধিত থ্রেড পিচ সেট করার জন্য হ্যান্ডেল; 16 — টাকু গতি পরিবর্তন করার জন্য হ্যান্ডেল; 17- প্রধান ড্রাইভ বেল্ট ড্রাইভ আবরণ; 18 — সামনের হেডস্টক (গিয়ারবক্স সহ); 19 - বৈদ্যুতিক রিমোট কন্ট্রোল; 20 — স্বয়ংক্রিয় ইনপুট সুইচ; 21 - সংকেত বাতি; 22 — কুল্যান্ট পাম্প সরবরাহ সুইচ; 23 — মেশিন লোড নির্দেশক; 24 - কার্তুজ; 25 — ক্রস স্লাইডের ম্যানুয়াল চলাচলের জন্য হ্যান্ডেল; 26 - টুল ধারক; 27 — প্রধান ড্রাইভ বৈদ্যুতিক মোটর চালু এবং বন্ধ করার জন্য পুশ-বোতাম স্টেশন; 28 - প্রতিরক্ষামূলক ঢাল; 29 — স্থানীয় আলোর সুইচ; 30 — টুল হোল্ডার বাঁক এবং ক্ল্যাম্প করার জন্য হ্যান্ডেল; 31 - উপরের স্লাইড; 32 - উপরের ক্যালিপার স্লাইডের ম্যানুয়াল চলাচলের জন্য হ্যান্ডেল; 33 — টেলস্টক কুইল ক্ল্যাম্প হ্যান্ডেল; 34 — বৈদ্যুতিক মোটর চালু করার বোতাম যা গাড়ির গতিশীল গতি এবং ক্যালিপারের ট্রান্সভার্স স্লাইড চালায়; 35 - ক্যালিপারের ক্যারেজ এবং ট্রান্সভার্স স্লাইডের গতিপথ পরিবর্তন করার জন্য হ্যান্ডেল; 36 - tailstock; 37 — ফ্রেমে টেলস্টক সুরক্ষিত করার জন্য হ্যান্ডেল; 38 — টেলস্টক কুইলের ম্যানুয়াল চলাচলের জন্য ফ্লাইহুইল; 39 - ক্যালিপার ক্যারেজ; 40 - বিছানা গাইড; 41- সীসা স্ক্রু; 42 - চলমান খাদ।
টেলস্টক গঠন চিত্রে দেখানো হয়েছে। 2. হাউজিং 1-এ, যখন 5 নং স্ক্রুটি ফ্লাইহুইল 7 দ্বারা ঘোরানো হয়, তখন একটি কুইল 4 নড়ে, একটি হাতল দ্বারা সুরক্ষিত 3. একটি কেন্দ্র 2 একটি শঙ্কুযুক্ত শ্যাঙ্ক (বা একটি অক্ষীয় টুল) কোয়েলে ইনস্টল করা হয়। টেইলস্টক মেশিন গাইড বরাবর বা একটি অনুদৈর্ঘ্য স্লাইড ব্যবহার করে চলে।
1 - শরীর; 2 - কেন্দ্র; 3.6 - হ্যান্ডলগুলি; 4 - কুইল; 5, 12 এবং 14 - স্ক্রু; 7 - ফ্লাইহুইল; 8 - ট্র্যাকশন; 9, 10 — লিভার; 77, 13 — বাদাম
একটি স্থির কাজের অবস্থানে, টেলস্টক একটি হ্যান্ডেল 6 দিয়ে স্থির করা হয়, যা একটি রড 8 এবং একটি লিভার 9 এর সাথে সংযুক্ত থাকে। একটি রড 8 দিয়ে ফ্রেমে লিভার 9 টিপানোর বল একটি বাদাম 11 এবং একটি স্ক্রু দ্বারা সামঞ্জস্য করা হয়। 12. একটি বাদাম 13 এবং একটি স্ক্রু 14 ব্যবহার করে টেলস্টকের আরও কঠোর বেঁধে দেওয়া হয়, যা ফ্রেমে লিভার 10 টিপে দেয়।
দৈর্ঘ্য-থেকে-ব্যাস অনুপাত (L/D) > 15 সহ দীর্ঘ নন-রিজিড শ্যাফ্টের ওয়ার্কপিস প্রক্রিয়াকরণের সময়, কাটা শক্তি, জড় বল এবং মাধ্যাকর্ষণ শক্তির প্রভাবে তাদের বিচ্যুতি রোধ করতে স্থির এবং চলমান স্থির বিশ্রাম ব্যবহার করা হয়।
স্থির স্থির বিশ্রাম (চিত্র 3, ক) ফ্রেম 1 এর গাইডে একটি ব্লক 2 এবং একটি বাদাম 3 দিয়ে বেঁধে রাখা হয়েছে। ওয়ার্কপিস 10 ক্যাম 6 এর মধ্যে ইনস্টল করা হয়েছে, 4 এর স্ক্রু 8 থেকে সরানো হয়েছে। উপরের ক্যামটি ইনস্টল করার আগে, 77 স্ক্রুটি খুলে ফেলতে হবে এবং 5 অক্ষের সাপেক্ষে কভারটি সরাতে হবে। ক্যামগুলি সারিবদ্ধ করার পরে, সেগুলিকে স্ক্রু 9 দিয়ে সুরক্ষিত করতে হবে।
অস্থাবর স্থির বিশ্রাম (চিত্র 3, খ) মেশিনের সমর্থন 14-এ 12টি স্ক্রু 13 দিয়ে সুরক্ষিত স্ট্যান্ড সহ মাউন্ট করা হয়। স্থির বিশ্রামে দুটি ক্যাম বি, স্ক্রুগুলির সাথে সামঞ্জস্যযোগ্য 8। প্রক্রিয়াকরণের সময়, চলমান স্থির বিশ্রাম সরে যায় কাটার সহ, যা আপনাকে স্থির বিশ্রামের ক্যামগুলিকে কাটা অঞ্চলের কাছাকাছি অবস্থান করতে দেয় এবং এর ফলে ওয়ার্কপিস 10 এর বিচ্যুতি প্রায় দূর করে।


1 - বিছানা; 2 - ক্র্যাকার; 3 - বাদাম; 4, 12 — র্যাক, 5 — এক্সেল; 6 - cams; 7 - কভার; 8, 9, 11, 13 — স্ক্রু; 10 - ওয়ার্কপিস; 14 - ক্যালিপার
শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়াকরণের জন্য মেশিন সেট আপ নিম্নলিখিত হিসাবে বাহিত হয়. শঙ্কুযুক্ত পৃষ্ঠটি বিভিন্ন উপায়ে গঠিত হতে পারে: একটি প্রশস্ত কাটার দিয়ে, ক্যালিপারের একটি ঘোরানো উপরের স্লাইডে বা একটি ট্রেসিং (টেপার) শাসকের সাথে সংযুক্ত একটি ক্যালিপারে মাউন্ট করা একটি বিরক্তিকর কাটার, সেইসাথে অফসেট সহ একটি বিরক্তিকর কাটার। tailstock
ছোট দৈর্ঘ্যের (20...25 মিমি পর্যন্ত) শঙ্কু প্রক্রিয়া করার জন্য একটি প্রশস্ত কাটার ব্যবহার করা হয়: টেপারড রোলার বিয়ারিংয়ের ভিতরের রিংগুলির চেম্ফার, আকৃতির খাঁজ, রেসওয়ে। কাটার / (চিত্র 4, ক) একটি সমর্থন 2 এ ইনস্টল করা হয়েছে, যার সাথে ট্রান্সভার্স ডিএসএন বা অনুদৈর্ঘ্য ডিএসএনপি ফিড আন্দোলনের সাথে যোগাযোগ করা হয়। কর্তনকারীর কাটিয়া প্রান্ত সেট করা হয়, উদাহরণস্বরূপ, একটি টেমপ্লেট অনুযায়ী, একটি প্রদত্ত কোণ এ।
বাহ্যিক এবং অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠগুলি একটি কাটার দিয়ে প্রক্রিয়া করা যেতে পারে / যখন ক্যালিপারের উপরের স্লাইড 3টি সরানো হয়, একটি কোণ a (চিত্র 4, b) এ ঘোরানো হয়।
একটি বিশেষ ডিভাইস (কপিয়ার শাসক) ব্যবহার করে শঙ্কুযুক্ত পৃষ্ঠগুলি প্রক্রিয়া করা সম্ভব। এই ক্ষেত্রে, বাদাম থেকে ক্রস ফিড লিড স্ক্রুটি সংযোগ বিচ্ছিন্ন করা এবং ক্রস স্লাইডটিকে ডিভাইসের স্লাইডে সংযোগ করা প্রয়োজন। এই পরিবর্তন প্রক্রিয়াটি বেশ অনেক সময় নেয়, তাই এটি মাঝারি এবং বড় আকারের উত্পাদনে ব্যবহৃত হয়। এখন, যদি সমর্থনটিকে একটি অনুদৈর্ঘ্য ফিড মুভমেন্ট দেওয়া হয়, তাহলে স্লাইডের সাথে সংযুক্ত ট্রান্সভার্স স্লাইডটি অনুদৈর্ঘ্য এবং অনুপ্রস্থ উভয় দিকেই একটি জটিল নড়াচড়া করবে এবং কাটারটি শঙ্কুটির ইনস্টলেশনের কোণের সমান কোণে সরে যাবে। শাসক যা বরাবর স্লাইড স্লাইড.

একটি কোণ সঙ্গে শঙ্কুযুক্ত পৃষ্ঠতল, এবং< 4° на заготовках, базируемых в центрах (рис. 4, в), обтачивают при смещении задней бабки. Обработку производят при продольном движении подачи резца. Необходимое смещение центра h - Lsin a. Значение h не должно превышать ±15 мм.
বিশেষ উচ্চ নির্ভুলতা স্ক্রু কাটিয়া মেশিন.মেশিনটি সীসা স্ক্রুগুলির সূক্ষ্ম কাটার জন্য ডিজাইন করা হয়েছে। কাট থ্রেডের প্রোফাইল এবং পিচের উচ্চ নির্ভুলতা নিম্নলিখিত নকশা এবং গতিশীল বৈশিষ্ট্যগুলির জন্য ধন্যবাদ অর্জন করা হয়েছে:
- গিয়ারবক্স টাকু মাথা থেকে পৃথক করা হয় এবং একটি পৃথক ভিত্তিতে ইনস্টল করা হয়; স্পিন্ডলটি একটি ভি-বেল্ট ড্রাইভের মাধ্যমে ঘূর্ণন গ্রহণ করে, যা গিয়ারবক্সের গিয়ারগুলিতে ঘটতে থাকা কম্পনগুলিকে স্যাঁতসেঁতে করে;
- কোনও ফিড বক্স নেই, যা স্পিন্ডল থেকে মেশিনের সীসা স্ক্রু পর্যন্ত কাইনেমেটিক চেইনকে ছোট করা সম্ভব করেছে; এইভাবে, কাটা থ্রেডের পিচ নির্ভুলতার উপর ফিড বক্সের গিয়ারিংয়ে ভুল পিচ থেকে সঞ্চিত ত্রুটির প্রভাব দূর করা হয়;
- ক্যালিপার ক্যারেজে দীর্ঘায়িত গাইড রয়েছে, ক্যালিপারে কোনও উপরের রোটারি স্লাইড নেই; এটি সমর্থন গোষ্ঠীর অনমনীয়তা বাড়ানো সম্ভব করেছে এবং ফলস্বরূপ, প্রক্রিয়াকরণের নির্ভুলতা বৃদ্ধি করেছে;
- সীসা স্ক্রু গাইডগুলির মধ্যে অবস্থিত, যার ফলস্বরূপ এর অনুদৈর্ঘ্য আন্দোলনের সময় ক্যালিপার ক্যারেজটির স্ক্যু বাদ দেওয়া হয়;
- মেশিনে একটি সংশোধন শাসক 1 ইনস্টল করা আছে (চিত্র 5), যা লিভার 2 এর মাধ্যমে, মেশিনের সীসা স্ক্রুটির মাদার নাট 3 এর উপর কাজ করে এবং এটিকে অতিরিক্ত ঘূর্ণন প্রদান করে, যা মেশিনের সীসার পিচ ত্রুটির প্রভাবকে দূর করে। কাটা থ্রেড পিচ নির্ভুলতা উপর স্ক্রু.
একটি বিশেষ স্ক্রু-কাটিং মেশিনে, বাহ্যিক এবং অভ্যন্তরীণ থ্রেডগুলি বিভিন্ন প্রোফাইল এবং পিচের কাটার দিয়ে কাটা হয়: ট্র্যাপিজয়েডাল, ত্রিভুজাকার, আয়তক্ষেত্রাকার ইত্যাদি। মেশিনের সাথে সংযুক্ত টেবিল। বিশেষ থ্রেড এবং উচ্চ-নির্ভুল থ্রেড কাটার জন্য, পছন্দসই গিয়ার অনুপাত গিটারের বিনিময়যোগ্য গিয়ার দ্বারা সামঞ্জস্য করা হয়।
যদি একটি সিঙ্গেল-স্টার্ট থ্রেড কাটতে মেশিনটি থ্রেড পিচ P-তে সেট করা থাকে, তাহলে মাল্টি-স্টার্ট থ্রেড কাটতে মেশিনটিকে থ্রেড পিচ H = kP-তে সেট করতে হবে, যেখানে k হল শুরুর সংখ্যা।
মাল্টি-স্টার্ট থ্রেডগুলি বিশেষ ডিভাইসগুলি ব্যবহার করে কাটা হয় যা সীসা স্ক্রু স্থির সহ 360 ডিগ্রির একটি প্রদত্ত কোণে ওয়ার্কপিসটির অক্ষের চারপাশে ঘূর্ণন নিশ্চিত করে।

সাধারণত টাকুটির সামনের প্রান্তে একটি বিশেষ বিভাজক ডিভাইস থাকে, যা 60 টি বিভাগ সহ একটি ডিস্ক দিয়ে সজ্জিত থাকে; হেডস্টক ফ্ল্যাঞ্জে একটি নির্দিষ্ট চিহ্ন প্রয়োগ করা হয়। এই ডিভাইসটি আপনাকে ওয়ার্কপিসটি ঘোরাতে এবং 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 বা 60 এর শুরুর সংখ্যা সহ থ্রেড কাটতে দেয়।
কেন্দ্রগুলিতে ইনস্টল করা ওয়ার্কপিসের ঘূর্ণন বিশেষ ড্রাইভিং বিভাজন চক (ফেসপ্লেট) ব্যবহার করে সহজতর করা হয়।
মাল্টি-স্টার্ট থ্রেড কাটার একটি সহজ উপায় হল পিচ বিভাগ। এটি করার জন্য, প্রথম থ্রেড কাটার পরে, কাটারটি ওয়ার্কপিস থেকে সরানো হয় এবং তার প্রাথমিক অবস্থানে ফিরে আসে, তারপরে কাটারটিকে উপরের স্লাইডের স্ক্রু ব্যবহার করে অনুদৈর্ঘ্য দিক থেকে P = N/k দূরত্বে সরানো হয়। ক্যালিপার কাটার আন্দোলন অঙ্গ বরাবর গণনা করা হয়। মাল্টি-স্টার্ট থ্রেডের সমস্ত সূচনা, প্রাথমিকভাবে সূক্ষ্ম পিচ সহ, একই সাথে একটি বিশেষ চিরুনি বা একে অপরের থেকে পিচ দূরত্বে ইনস্টল করা কাটারগুলির একটি গ্রুপ দিয়ে কাটা যেতে পারে।
বুরুজ lathes
ম্যানুয়ালি নিয়ন্ত্রিত বুরুজ lathes.
রড বা পিস ফাঁকা থেকে জটিল কনফিগারেশনের অংশ তৈরির জন্য মেশিনগুলি ব্যাপক উত্পাদনে ব্যবহৃত হয়। এই উপর নির্ভর করে, মেশিন বার এবং কার্টিজ মেশিনে বিভক্ত করা হয়।
বুরুজ লেদগুলির একটি নকশা বৈশিষ্ট্য হল একটি ঘূর্ণায়মান, কম প্রায়ই রৈখিকভাবে চলমান বুরুজ মাথার উপস্থিতি, যেখানে প্রক্রিয়াকরণের জন্য প্রয়োজনীয় সরঞ্জামগুলির সেটগুলি প্রয়োজনীয় ক্রমানুসারে অবস্থিত। এই মেশিনগুলিতে সাধারণত একটি টেলস্টক থাকে না।
ঘূর্ণনের বুরুজ 4 অক্ষের অবস্থানটি বুরুজ লেদগুলির বিন্যাস নির্ধারণ করে: বুরুজের মাথার উল্লম্ব অক্ষের সাথে (চিত্র 6, ক) এবং একটি অনুভূমিক অক্ষ (চিত্র 6, খ)।
স্পিন্ডেল হেড 2 ফ্রেম 7 এ মাউন্ট করা হয়েছে, 3 এবং 5 সমর্থনগুলি ফ্রেমের গাইড 6 বরাবর সরে যায়, টুলটিতে ফিড মুভমেন্ট প্রদান করে। কন্ট্রোল হ্যান্ডেলগুলি এপ্রোন 8 এবং 9 এ অবস্থিত। ট্রে 10 চিপ সংগ্রহ করতে ব্যবহৃত হয়।
1 - ফিড বক্স; 2 - টাকু মাথা; 3 - তির্যক সমর্থন; 4 - বুরুজ মাথা; 5- অনুদৈর্ঘ্য সমর্থন; 6 - গাইড; 7- বিছানা; 8, 9 — অনুদৈর্ঘ্য এবং অনুপ্রস্থ সমর্থনের aprons, যথাক্রমে; 10 - তৃণশয্যা; 11 - জোর দেওয়া
মেশিনে, বুরুজ 4 এবং ট্রান্সভার্স সাপোর্ট 3 এ স্থির সরঞ্জামগুলির সাথে একই সাথে প্রক্রিয়াকরণ করা সম্ভব, যা বেশ কয়েকটি সরঞ্জামের সাথে পৃষ্ঠের সমান্তরাল প্রক্রিয়াকরণের কারণে উত্পাদনশীলতা বৃদ্ধির অনুমতি দেয়। প্রদত্ত অংশ প্রক্রিয়াকরণের জন্য প্রাথমিক সেটিং এবং স্টপ 11-এর পরবর্তী কাজ দ্বারা মেশিন টুলের উত্পাদনশীলতা এবং লাভজনকতা বৃদ্ধির সুবিধা হয়।
turrets আকৃতি নলাকার বা প্রিজম্যাটিক হতে পারে (সাধারণত ছয় পক্ষের সঙ্গে)। প্রতিটি কাজের স্ট্রোকের পরে, বুরুজ মাথাটি ঘোরে এবং কাজের অবস্থানটি পরবর্তী কাটিয়া টুল বা একটি বিশেষ ম্যান্ডরেলে অবস্থিত সরঞ্জামগুলির গ্রুপ দ্বারা দখল করা হয়।
বুরুজ lathes প্রধান পরামিতি হল প্রক্রিয়াকৃত বারের বৃহত্তম ব্যাস এবং বিছানার উপরে এবং সমর্থনের উপরে অংশ ওয়ার্কপিসের প্রক্রিয়াকৃত পৃষ্ঠের বৃহত্তম ব্যাস। প্রধান পরামিতিগুলির মধ্যে মেশিনের কাজের ক্ষেত্রের সামগ্রিক মাত্রাগুলিও অন্তর্ভুক্ত রয়েছে, যা প্রক্রিয়াকৃত ওয়ার্কপিসের দীর্ঘতম দৈর্ঘ্য এবং গতির বৈশিষ্ট্যগুলি নির্ধারণ করে।
একটি বুরুজ লেদ প্রধান আন্দোলন workpiece বহন টাকু এর ঘূর্ণন হয়; ফিড নড়াচড়া - অনুদৈর্ঘ্য এবং ট্রান্সভার্স (বুরুজের অনুভূমিক অক্ষ সহ মেশিনে - মাথার ঘূর্ণনের কারণে বৃত্তাকার) সরঞ্জাম বহনকারী সমর্থনগুলির চলাচল।
ম্যানুয়ালি নিয়ন্ত্রিত বুরুজ lathes স্পিন্ডেল গতি এবং ক্যালিপার ফিড স্যুইচ করার জন্য পূর্বনির্ধারিত বা স্বয়ংক্রিয় নিয়ন্ত্রণ আছে। প্রিসিলেক্টিভ কন্ট্রোলের সাথে, মেশিন অপারেশনের সময় সুইচিং হ্যান্ডেলগুলি পরবর্তী ট্রানজিশনের জন্য নির্বাচিত মোডগুলির সাথে সম্পর্কিত অবস্থানে সেট করা হয় এবং একটি নতুন অপারেটিং মোডে স্যুইচ করা হয় যখন স্যুইচিং কমান্ড দেওয়া হয় তখন একটি হ্যান্ডেল ঘুরিয়ে দেওয়া হয়।
টারেট হেডের উল্লম্ব অক্ষ সহ একটি টারেট লেথের প্রধান উপাদানগুলি লেদগুলির অনুরূপ উপাদানগুলির সাথে ডিজাইনে অনেকাংশে একই রকম।
মাঝারি আকারের এবং বড় আকারের মেশিনগুলির স্পিন্ডেল হেডে একটি অন্তর্নির্মিত গিয়ারবক্স থাকে, যা লেদ-এর একই ইউনিটের তুলনায় একটি ছোট নিয়ন্ত্রণ পরিসীমা এবং একটি ছোট সংখ্যক স্পিন্ডেল গতির পদক্ষেপ প্রদান করে। ছোট মেশিনের টাকু মাথায়, শুধুমাত্র টাকু মাউন্ট করা হয়। স্পিন্ডেল ঘূর্ণন গতি মেশিনের গোড়ায় ইনস্টল করা একটি গিয়ারবক্স ব্যবহার করে পরিবর্তিত হয় এবং একটি বেল্ট ড্রাইভ দ্বারা টাকুটির সাথে সংযুক্ত হয়।
ফিডবক্স 1 স্ক্রু-কাটিং লেদগুলির ফিডবক্সের তুলনায় ডিজাইনে সহজ, কারণ টারেট লেদগুলির ঘূর্ণন গতি নিয়ন্ত্রণের একটি ছোট পরিসর এবং অল্প সংখ্যক ফিড স্টেজ রয়েছে। উপরন্তু, ফিড বক্সে সীসা স্ক্রু ব্যবহার করে কাটার দিয়ে থ্রেড কাটার জন্য প্রয়োজনীয় উপাদান থাকে না।
একটি ম্যানুয়ালি চালিত টারেট লেদ একটি সর্বজনীন মেশিন। এটি একটি চক মধ্যে স্থির রড এবং টুকরা ফাঁকা থেকে অংশ উত্পাদন করতে ব্যবহার করা যেতে পারে. একটি কোলেট চাকে বারটিকে খাওয়ানো এবং ক্ল্যাম্প করার জন্য মেশিনটি একটি হাইড্রোলিক ড্রাইভ দিয়ে সজ্জিত (±1 মিমি বার সহনশীলতা সহ)। মেশিনের সাথে সরবরাহ করা একটি বিশেষ চক ব্যবহার করে টুকরো ওয়ার্কপিসের ক্ল্যাম্পিং করা হয়।
মেশিনের কাইনেমেটিক ডায়াগ্রাম অনুসারে, টাকুটির প্রধান ঘূর্ণনশীল গতিবিধি, বুরুজ ক্যালিপারের অনুদৈর্ঘ্য আন্দোলন, বুরুজ মাথার বৃত্তাকার ফিড, সেইসাথে থ্রেড তৈরি করার সময় থ্রেড-কাটিং টুলের গতিবিধি কপিয়ার বাহিত হয়. টাকুটির ডান এবং বাম ঘূর্ণন রয়েছে (পরবর্তীটি বৈদ্যুতিক মোটর শ্যাফ্টের ঘূর্ণনকে বিপরীত করে বাহিত হয়)। স্পিন্ডেল ঘূর্ণন গতি ইলেক্ট্রোম্যাগনেটিক ক্লাচ চালু করে, সেইসাথে শ্যাফ্টে গিয়ারের ডবল ব্লককে ম্যানুয়ালি সরানোর মাধ্যমে পরিবর্তিত হয়।
CNC টারেট lathes. দুই- এবং চার-অক্ষ যন্ত্রের জন্য ডিজাইন করা মেশিন দুটি বুরুজ মাথা (চিত্র 7) দিয়ে উত্পাদিত হয়।
দুটি বুরুজ মাথার একযোগে অপারেশন তাদের অবস্থান দ্বারা নিশ্চিত করা হয়: একটি 4 - উপরের সমর্থন 3, এবং অন্য 6 - নীচের সমর্থনে 7। এই ব্যবস্থাটি তৈরিতে প্রচুর সংখ্যক কাটিয়া সরঞ্জাম ব্যবহার করা সম্ভব করে। জটিল অংশ। উভয় turrets মেশিন স্পিন্ডেলের অক্ষের সমান্তরাল ঘূর্ণন অক্ষ আছে. টারেট হেডগুলি ওয়ার্কপিসের বাহ্যিক এবং অভ্যন্তরীণ পৃষ্ঠগুলি প্রক্রিয়াকরণের জন্য সরঞ্জাম দিয়ে সজ্জিত।
মেশিনে প্রক্রিয়াকরণ চক্র সম্পূর্ণরূপে স্বয়ংক্রিয়। বৈদ্যুতিক মোটর 1 থেকে, ঘূর্ণন একটি বেল্ট ড্রাইভের মাধ্যমে স্পিন্ডল হেড 2 এ প্রেরণ করা হয়। একটি পৃথক ড্রাইভের উপস্থিতি প্রক্রিয়াকরণের সঠিকতা বৃদ্ধি করে।
বুরুজ মাথা বহনকারী গাড়িগুলি সরানোর জন্য ফ্রেম গাইডগুলির একটি আয়তক্ষেত্রাকার ক্রস-সেকশন রয়েছে। ম্যানুয়াল প্রোগ্রাম এন্ট্রির জন্য CNC সিস্টেম কন্ট্রোল প্যানেল এবং ডিসপ্লে (চিত্রে দেখানো হয়নি) মেশিনের মাত্রার সাথে ফিট করে এবং একটি ঘূর্ণায়মান রডের উপর অবস্থিত।

1 - বৈদ্যুতিক মোটর; 2 - টাকু মাথা; 3.7—যথাক্রমে উপরের এবং নীচের ক্যালিপার; 4, 6 — বুরুজ মাথা; 5 - টেলস্টক
প্রক্রিয়াকরণের নির্ভুলতাকে স্থিতিশীল করার জন্য, মেশিনটি একটি পরিমাপ যন্ত্র দিয়ে সজ্জিত করা হয়েছে যা পদ্ধতিগত পর্যবেক্ষণ এবং প্রক্রিয়াকরণের নির্ভুলতা সংশোধনের জন্য বুরুজে লাগানো একটি যোগাযোগ সেন্সর ব্যবহার করে।
ব্যাকিং lathes
ব্যাকিং এর প্রকারভেদ।একটি জটিল দাঁত প্রোফাইলের সাহায্যে কাটিং টুলের ফ্ল্যাঙ্ক পৃষ্ঠকে তীক্ষ্ণ করার পদ্ধতি যাতে রিগ্রাইন্ডিংয়ের সময় টুল প্রোফাইল বজায় রাখা যায় এবং একটি ধ্রুবক ক্লিয়ারেন্স কোণ নিশ্চিত করা যায় তাকে ব্যাকিং বলা হয়। বিভিন্ন কাটারের দাঁত মাটির হয়: ডিস্ক, থ্রেডেড, নলাকার এবং কৃমি-মডুলার সোজা এবং সর্পিল বাঁশির পাশাপাশি ট্যাপ এবং সর্পিল ড্রিলের দাঁত।
ব্যাকড কাটার দাঁতের (চিত্র 8, ক) পিছনের পৃষ্ঠটি AB আছে। এগুলি সামনের পৃষ্ঠ বরাবর স্থল, এবং ধারালো প্লেন AO কাটার অক্ষের মধ্য দিয়ে যায়, যার কারণে কাটার দাঁতের প্রোফাইল অপরিবর্তিত থাকে। দাঁত সাধারণত আর্কিমিডিয়ান সর্পিল ব্যবহার করে ব্যাক আপ করা হয়। এই বক্ররেখা দ্বারা সীমিত একটি পিছনের পৃষ্ঠ পেতে, এটি প্রয়োজনীয় যে কাটারটির ওয়ার্কপিস 7 প্রক্রিয়াকরণের সময় সমানভাবে ঘোরে এবং কাটার 2 একইভাবে রেডিয়াল দিক থেকে সামনে পিছনে সরে যায়। এই ক্ষেত্রে, ওয়ার্কপিসের একটি ঘূর্ণনের সময়, কাটারটিকে যতবার দাঁতের ব্যাক আপ করা হচ্ছে ততবার তার কাছে যেতে হবে। রশ্মির দিকে কাটার গতিবিধি (ওয়ার্কিং স্ট্রোক এবং দ্রুত প্রত্যাহার) একটি সমানভাবে ঘূর্ণায়মান ক্যাম 3 থেকে সঞ্চালিত হয়।
পণ্যের সাপেক্ষে কাটিয়া টুলের গতিবিধির উপর নির্ভর করে, তিন ধরনের ত্রাণ আলাদা করা হয়: রেডিয়াল, তির্যক এবং শেষ। রেডিয়াল রিলিফ (চিত্র 8, ক দেখুন) নলাকার পণ্য তৈরিতে ব্যবহৃত হয়। কাটার সরঞ্জামটি মেশিন কেন্দ্রগুলির অক্ষের লম্ব দিকের দিকে চলে। আকৃতির কাটার প্রক্রিয়াকরণের সময় তির্যক ব্যাকিং (চিত্র 8, খ) ব্যবহার করা হয়। অক্ষীয় ফিড দিয়ে ত্রাণ (চিত্র 8, গ) যখন পণ্যগুলির শেষ পৃষ্ঠগুলি প্রক্রিয়াকরণ করা হয় তখন তাকে শেষ ত্রাণ বলা হয়। সাপোর্ট সহ ক্যারেজ 11 এর প্লেট 4 (চিত্র 8, d) তার স্বাভাবিক অবস্থানের তুলনায় 90° ঘোরানো হয়, তারপরে কাটিং টুলটির ব্যাকিং মুভমেন্ট মেশিনের কেন্দ্রগুলির অক্ষের সমান্তরালে সঞ্চালিত হয়।

চিত্রে। 8, d ব্যাকিং সমর্থনের একটি পরিকল্পিত চিত্র দেখায়। পিন 6 সহ ক্যালিপারের ব্যাকিং প্লেট 5 কে ক্যাম 3 এর বিপরীতে চাপানো হয়। ব্যাকিং প্লেটটি পণ্যের দিকে অগ্রসর হয়, স্প্রিং 7 এর সংকোচনের সাথে, এর কার্যকারী বক্ররেখা Ррх (চিত্র 8, e) বরাবর ঘটে। ঘূর্ণায়মান ক্যাম, এবং তার আসল অবস্থানে ফিরে আসা (রিবাউন্ড) - ক্যাম প্রত্যাহার বক্ররেখা বরাবর একটি স্প্রিং এর কর্মের অধীনে। ক্যালিপারের পারস্পরিক আন্দোলন গতিশীলভাবে টাকুটির ঘূর্ণনের সাথে সম্পর্কিত।
ইউনিভার্সাল টার্নিং এবং ব্যাকিং মেশিন।একটি কাটার এবং একটি গ্রাইন্ডিং হুইল মডুলার ওয়ার্ম (সিঙ্গল-স্টার্ট, মাল্টি-স্টার্ট, ডান-হাত, বাম-হাত, ডান-হাত, বাম-হাত), ডিস্ক এবং আকৃতির কাটার দিয়ে রেডিয়্যালি গ্রাউন্ডেড, একটি কোণে এবং বরাবর। অক্ষ, যেমন চিত্রে দেখানো হয়েছে। 8, সার্বজনীন বাঁক lathes উপর বাহিত হয়.
মেশিনের সাধারণ দৃশ্য চিত্রে দেখানো হয়েছে। 9, এর বেশিরভাগ উপাদান একটি স্ক্রু-কাটিং লেথের অনুরূপ। যাইহোক, কিছু নোড ডিজাইন বৈশিষ্ট্য আছে.
এইভাবে, মেশিনের ক্যারেজ 11 (চিত্র 8, d দেখুন) সম্মিলিত (প্রিজম্যাটিক এবং সমতল) ফ্রেম গাইড বরাবর চলে। গাইডের মধ্যবর্তী অংশে একটি হাউজিং 10 রয়েছে, যেখানে একটি বেভেল গিয়ার 9 রয়েছে, যার মাধ্যমে আন্দোলনটি একটি উল্লম্ব প্রভাব শ্যাফ্ট 8 এ প্রেরণ করা হয়, যা একটি ব্যাকিং ক্যাম 3 বহন করে। উল্লম্ব প্রভাব শ্যাফ্ট 8 কৌণিক যোগাযোগ রোলারে ঘোরে বিয়ারিং ক্যারেজ 11-এ একটি ঘূর্ণায়মান প্লেট 4 ইনস্টল করা আছে, যা একটি ব্যাকিং (ফেন্ডার) প্লেট 5 বহন করে। প্লেট 4 টি-আকৃতির খাঁজগুলিতে চারটি বোল্ট দিয়ে বেঁধে দেওয়া হয় এবং 1 ডিভিশন সহ ডায়াল বরাবর ক্যারেজে ঘোরানো যায়। ° যেকোনো কোণে।
চিত্রে। চিত্র 10 ধাপহীনভাবে ব্যাকিং স্ট্রোক মান সেট করার জন্য একটি প্রক্রিয়া দেখায়। ক্যাম 1 থেকে রোলার 2 থেকে অক্ষ 3-এ ঘূর্ণায়মান, আন্দোলনটি লিভার 5-এ স্থানান্তরিত হয়, ঘূর্ণমান প্লেটে স্থির পিনের স্থির অক্ষ 4 এর সাপেক্ষে দুলতে থাকে এবং তারপর লিভার 5 থেকে পাথর 6 এবং অ্যাক্সেল বক্স 7 থেকে ব্যাকিং প্লেটে। 8. ক্যালিপারের ব্যাকিং স্ট্রোকের মাত্রা স্ক্রু P ব্যবহার করে সেট করা হয়েছে, ঘূর্ণায়মান যা এক্সেল বক্স 7 কে সরায়, যার ফলে লিভার 5 এর সুইং এর অক্ষ 4 এবং পাথর 6 এর অক্ষের মধ্যে দূরত্ব পরিবর্তন হয়। দূরত্ব বৃদ্ধি পায়, ব্যাকিং স্ট্রোক বৃদ্ধি পায়। স্ক্রু 9 একটি ওয়ার্ম গিয়ার 10 দ্বারা একটি ডায়ালের সাথে সংযুক্ত থাকে যা ব্যাকিং স্ট্রোকের সেট মান নির্দেশ করে।
ক্যালিপারের ব্যাকিং স্ট্রোকটি 18 মিমি পরিসরের মধ্যে তিনটি পরিবর্তনযোগ্য ক্যাম ব্যবহার করে সামঞ্জস্য করা যেতে পারে। ব্যাকিং কাজের ধরণের উপর নির্ভর করে, প্রভাব প্লেটে একটি বাঁক বা নাকাল সমর্থন ইনস্টল করা হয়।

1 - বিছানা; 2 - ফিড বক্স; 3 — থ্রেড কাটা বা বাঁক জন্য সুইচ হ্যান্ডেল; 4 — সর্পিল চেইনের জন্য নিয়ন্ত্রণ হ্যান্ডেল (ডিফারেনশিয়াল চেইন); 5 - গিয়ারবক্স; 6 - সামনের হেডস্টক; 7- কাটা থ্রেডের দিক নির্ধারণের জন্য হ্যান্ডেল; 8 - ব্যাকিং চেইন নিয়ন্ত্রণ হ্যান্ডেল; 9 — পণ্য টাকু ম্যানুয়ালি বাঁক জন্য হ্যান্ডেল; 10 — ধাপ বাড়ানোর লিঙ্কের হ্যান্ডেল; 11 — টাকুটির ম্যানুয়াল ঘূর্ণনের জন্য বর্গক্ষেত্র; 12 — প্রোডাক্ট স্পিন্ডেলের ওয়ার্কিং স্ট্রোকের ঘূর্ণন গতি স্যুইচ করার জন্য হ্যান্ডেল; 13 — পণ্য টাকু এর বিপরীত ঘূর্ণন গতি স্যুইচ করার জন্য হ্যান্ডেল; 14 - বিভাজন ফেসপ্লেট; 15 - জরুরী স্টপ বোতাম; /b, 26 — ফেন্ডার প্লেটের বল সামঞ্জস্য করার জন্য স্ক্রু; 17 — নাকাল টাকু ড্রাইভ; 18 - টুল ধারক; 19 — ট্রান্সভার্স ক্যালিপার স্লাইড দ্রুত মুক্তির জন্য হ্যান্ডেল; 20 - বৈদ্যুতিক রিমোট কন্ট্রোল; 21 - tailstock; 22 — টেলস্টক কুইল সরানোর জন্য ফ্লাইহুইল; 23 — ক্রস-স্লাইড ফিড হ্যান্ডেল; 24 - ক্যাম থেকে প্রভাব প্লেট অপসারণের জন্য স্ক্রু; 25 — টেলস্টক ট্রান্সভার্স ডিসপ্লেসমেন্ট স্ক্রু; 27 — গ্রাইন্ডিং হুইল ড্রাইভের বৈদ্যুতিক মোটর চালু করার বোতাম; 28 - সীসা স্ক্রু; 29 — গ্রাইন্ডিং হুইল ড্রাইভের বৈদ্যুতিক মোটর বন্ধ করার বোতাম; 30 — পণ্য স্পিন্ডল ড্রাইভের বৈদ্যুতিক মোটরের জন্য স্টার্ট বোতাম; 31 — পণ্য টাকু ড্রাইভের জন্য জগ বোতাম; 32 - সংকেত বাতি; 33 — গাড়ির রিবাউন্ড সংশোধন এবং সামঞ্জস্য আন্দোলন চালু করার জন্য বোতাম; 34 - এপ্রোন; 35 - মেশিন নিয়ন্ত্রণ হ্যান্ডেল; 36 - গাড়ি; 37 - ক্যালিপার
দ্রুত ওয়ার্কপিস থেকে টুলটি সরাতে, ক্যালিপারের ক্রস-ফিড স্ক্রুতে একটি বিশেষ ডিভাইস রয়েছে (চিত্র 11)।


একটি হাতা-স্ক্রু 5 ক্রস-ফিড স্ক্রু 1 এর সাথে সংযুক্ত থাকে, যার উপর একটি হ্যান্ডেল 4 সহ একটি বাদাম 5 মাউন্ট করা হয়৷ যখন হ্যান্ডেলটি ঘুরানো হয়, তখন বাদাম 5 এর সাথে সংযুক্ত ক্যালিপারের স্লাইড 2টি চলে যায় এবং টুল দ্রুত workpiece থেকে সরানো হয়. হাইড্রোলিক ড্যাম্পার প্লাঞ্জারের হাউজিং ঘূর্ণায়মান প্লেটের সাথে সংযুক্ত থাকে, যা ব্যাকিং প্লেটের শক-মুক্ত রিবাউন্ড নিশ্চিত করে।
উল্লম্ব lathes
উদ্দেশ্য এবং শ্রেণীবিভাগ।উল্লম্ব বাঁক (ক্যারোজেল) মেশিনগুলি বড় ভর (অনেক দশ টন পর্যন্ত) এবং বড় ব্যাসের ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে, তবে তুলনামূলকভাবে ছোট উচ্চতা রয়েছে। একটি সমতল বৃত্তাকার টেবিলের (ফেসপ্লেট) অনুভূমিক বিন্যাসটি ওয়ার্কপিসের ইনস্টলেশন, সারিবদ্ধকরণ এবং সুরক্ষিত করার জন্য ব্যাপকভাবে সুবিধা দেয়, যা একটি অনুভূমিক টাকু অক্ষের সাথে লেদগুলিতে ভারী ওয়ার্কপিসগুলি প্রক্রিয়া করার সময় খুব কঠিন।
ঘূর্ণমান মেশিনে, ঘূর্ণনের বাহ্যিক এবং অভ্যন্তরীণ পৃষ্ঠতল একটি কাটার দিয়ে স্থল হয়। যখন মেশিনটি একটি বুরুজ মাথা দিয়ে সজ্জিত করা হয়, তখন ওয়ার্কপিসগুলির কেন্দ্রীয় গর্তগুলি ড্রিল, কাউন্টারসিঙ্ক এবং অন্যান্য অক্ষীয় সরঞ্জামগুলির সাথে প্রক্রিয়া করা হয়।
মেশিনগুলির প্রধান পরামিতিগুলি প্রক্রিয়া করা হচ্ছে ওয়ার্কপিসের বৃহত্তম ব্যাস এবং উচ্চতা। প্রধান কাটিং আন্দোলন হল ওয়ার্কপিস বহনকারী টেবিলের ঘূর্ণন; ফিড আন্দোলনগুলি সমর্থনগুলির অনুভূমিক এবং উল্লম্ব আন্দোলন।
ক্যারোজেল মেশিন একক- এবং ডাবল-পোস্ট প্রকারে আসে।
ম্যানুয়াল নিয়ন্ত্রণ সহ একক-কলাম রোটারি লেদ।মেশিনটি 1250 মিমি পর্যন্ত ব্যাস সহ বড় আকারের ওয়ার্কপিসগুলির বিভিন্ন ধরণের বাঁক সঞ্চালন করে: নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠগুলিকে বাঁকানো এবং বিরক্ত করা, ড্রিলিং, কাউন্টারসিঙ্কিং, রিমিং, খাঁজ কাটা, সমতল প্রান্তের পৃষ্ঠগুলি বাঁকানো, কাটা এবং উপস্থিতিতে বিশেষ ডিভাইসের - আকৃতির পৃষ্ঠতলের থ্রেডিং এবং প্রক্রিয়াকরণ।
মেশিনের সাধারণ দৃশ্য এবং এর নিয়ন্ত্রণগুলি চিত্রে দেখানো হয়েছে। 12।
একক কলাম CNC রোটারি লেদ।মেশিন জটিল কনফিগারেশন অংশ বাঁক জন্য ডিজাইন করা হয়েছে; এটি বাঁকা এবং সোজা জেনারট্রিস সহ পৃষ্ঠগুলিকে পিষে এবং বোর করতে ব্যবহার করা যেতে পারে; ড্রিল, কাউন্টারসিঙ্ক, রিম কেন্দ্রীয় গর্ত; রিং খাঁজ কাটা, কাটার দিয়ে বিভিন্ন থ্রেড কাটা।

1 - ফেসপ্লেট; 2 - রিমোট কন্ট্রোল; 3 - পাঁচ-অবস্থান বুরুজ; 4 - স্থানীয় আলো বাতি; 5- উল্লম্ব সমর্থন; 6 - ক্রস সদস্য (ট্রাভার্স); 7- উল্লম্ব সমর্থন ফিড বক্স; 8, 9 — উপরের (উল্লম্ব) ক্যালিপারের ম্যানুয়াল চলাচলের জন্য ফ্লাইহুইল; 10 - বিছানা; 11 — পার্শ্ব (অনুভূমিক) ক্যালিপার; 12 — সাইড ক্যালিপার ফিড বক্স; 13 - চার-পজিশন টুল ধারক; 14, 15 — সাইড ক্যালিপারের ম্যানুয়াল চলাচলের জন্য ফ্লাইহুইল; 16 — মেশিন গাইড; 17 - টেবিল; 18 — মেশিন জরুরী স্টপ বোতাম; 19 — সংকেত আলো (যখন মেশিন কাজ করছে তখন জ্বলবে); 20 - প্রধান ড্রাইভ ইঞ্জিন স্টপ বোতাম; 21 - ইঞ্জিন স্টার্ট বোতাম; 22 - উপরের ক্যালিপার আন্দোলনের ব্রেক চালু এবং বন্ধ করা; 23 — বুরুজটিকে অন্য অবস্থানে ঘোরানোর জন্য বোতাম; 24 — কাজের ফিড এবং উপরের সমর্থনের ইনস্টলেশন আন্দোলনের জন্য সুইচ; 25 - উপরের ক্যালিপারের ফিড পরিমাণ সেট করার জন্য হ্যান্ডেল; 26 — এটির জন্য নির্বাচিত ফিড চালু করার বোতাম; 27 — উপরের সাপোর্টের গতিবিধির জন্য সুইচ করুন; 28 — উপরের ক্যালিপারের সংকেত আলো (ক্যালিপার কাজ করার সময় জ্বলে); 29 — স্থানীয় আলোর স্যুইচিং; 30 - সাইড ক্যালিপার সতর্কীকরণ আলো (ক্যালিপার কাজ করার সময় জ্বলে); 31 — পার্শ্ব সমর্থন আন্দোলনের দিক জন্য সুইচ; 32 — নির্বাচিত পার্শ্ব সমর্থন ফিড চালু করতে বোতাম; 33 — পার্শ্ব সমর্থন ফিড পরিমাণ সেট করার জন্য হ্যান্ডেল; 34 — কাজের ফিড এবং পার্শ্ব সমর্থন ইনস্টলেশন আন্দোলনের জন্য সুইচ; 55 — পাশের ক্যালিপার নড়াচড়ার ব্রেক চালু এবং বন্ধ করা; 36 — জগ মোডে ফেসপ্লেট ঘোরানোর জন্য বোতাম; 37 — কাটিং গতি চালু (বন্ধ) করার জন্য সুইচ: অবিলম্বে বা ধীরে ধীরে; 38 - ফেসপ্লেট স্টার্ট বোতাম; 39 - ফেসপ্লেট স্টপ বোতাম; 40 - স্বাভাবিক থেকে জগ মোডে স্যুইচ করুন।
মেশিনের মৌলিক প্রক্রিয়াগুলি একটি ম্যানুয়াল মেশিনের মতো, তবে সিএনসি মেশিনের পাশের সমর্থন নেই।
CNC ডিভাইসটি একটি প্রদত্ত প্রোগ্রাম অনুযায়ী উল্লম্ব সমর্থন এবং প্রধান আন্দোলন ড্রাইভের স্বয়ংক্রিয় নিয়ন্ত্রণ প্রদান করে। নিয়ন্ত্রণ দুটি স্থানাঙ্ক বরাবর একযোগে বাহিত হতে পারে. X এবং Z অক্ষ বরাবর পড়ার রেজোলিউশন হল 0.01 মিমি।
টুলের অবস্থান, ফিড রেট এবং ফেসপ্লেট ঘূর্ণন গতির সংশোধন প্রদান করা হয়। প্রোগ্রামটি স্বয়ংক্রিয়ভাবে টাকু ঘূর্ণন গতি পরিবর্তন করে, উপরের সমর্থন টুলের অনুদৈর্ঘ্য এবং ট্রান্সভার্স নড়াচড়া নিয়ন্ত্রণ করে, ফিড নির্বাচন করে, টুলটিকে শূন্য অবস্থানে সেট করে, ঘূর্ণন করে এবং বুরুজ ঠিক করে।
লেদস
হস্তচালিত লেদগুলি (চিত্র 13) ছোট উচ্চতা এবং বড় ব্যাসের ঘূর্ণায়মান দেহগুলির ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়: পুলি, গাড়ির চাকা, উড়ন্ত চাকা ইত্যাদি। machined, তারা বিরক্ত হয়, এবং grooves machined হয়.
লেদগুলির একটি ফেসপ্লেট 3 থাকতে পারে যার ব্যাস 4 মিটার পর্যন্ত হতে পারে; তাদের টেলস্টক নেই।

মাঝারি আকারের মেশিনগুলির জন্য, গিয়ারবক্স 1 এবং সমর্থন 4 একই ফ্রেমে অবস্থিত (চিত্র 13, ক)।
ফেসপ্লেট 3 এর সাথে একত্রে স্পিন্ডেলের প্রধান ঘূর্ণনশীল আন্দোলনটি বৈদ্যুতিক মোটর 2 থেকে গিয়ারবক্স 1 এর মাধ্যমে যোগাযোগ করা হয় এবং ফিড মুভমেন্টটি ফিডবক্স 6 এবং চলমান শ্যাফ্ট 5 এর মাধ্যমে ক্যালিপার 4 এর সাথে যোগাযোগ করা হয়।
বড় মেশিনগুলি একটি পৃথক সমর্থন 4 (চিত্র 13, খ) দিয়ে তৈরি করা হয়, যা ওয়ার্কপিসগুলিকে প্রক্রিয়া করা সম্ভব করে যার ব্যাস ফেসপ্লেটের আকারের চেয়ে বেশি, যার জন্য ফেসপ্লেটের নীচে ফাউন্ডেশনে একটি অবকাশ তৈরি করা হয়। এই মেশিনগুলির সমর্থন একটি পৃথক মোটর থেকে আন্দোলন গ্রহণ করে, এবং কিছু মডেলে একটি র্যাচেট ডিভাইসের মাধ্যমে টাকু থেকে। একটি ভারী ওয়ার্কপিস ইনস্টল, সারিবদ্ধ এবং সুরক্ষিত করতে অনেক সময় লাগে, তাই 2 মিটার বা তার বেশি ব্যাসের ওয়ার্কপিসগুলি একটি অনুভূমিক ফেসপ্লেট আছে এমন রোটারি ল্যাথগুলিতে প্রক্রিয়া করা উচিত।
আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয় বাঁক মেশিন
উদ্দেশ্য এবং শ্রেণীবিভাগ।মেশিনের একটি নকশা বৈশিষ্ট্য হল কাজ এবং সহায়ক চালগুলি সম্পাদন করার জন্য একটি সম্পূর্ণ সেটের উপস্থিতি যা চক্রটিকে স্বয়ংক্রিয় করে, সেইসাথে একটি নিয়ন্ত্রণ ব্যবস্থা যা তাদের কাজকে সমন্বয় করে।
একটি আধা-স্বয়ংক্রিয় মেশিন একটি স্বয়ংক্রিয় মেশিন থেকে পৃথক যে স্বয়ংক্রিয় লক্ষ্য প্রক্রিয়ার সেটে একটি লোডিং এবং আনলোডিং ডিভাইস অন্তর্ভুক্ত থাকে না এবং এই অপারেশনটি ম্যানুয়ালি বা অতিরিক্ত যান্ত্রিকীকরণের সাহায্যে সঞ্চালিত হয়। এইভাবে, চক্রটি পুনরাবৃত্তি করার জন্য মানুষের হস্তক্ষেপ প্রয়োজন (ওয়ার্কপিস লোড করা, পণ্যগুলি সরানো, ওরিয়েন্টিং, ওয়ার্কপিস ক্ল্যাম্পিং)।
স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় lathes রড এবং টুকরা workpieces থেকে জটিল আকারের workpieces প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় বড় আকারের এবং ব্যাপক উত্পাদন. এই মেশিনগুলিতে অংশগুলির প্রক্রিয়াকরণটি বেশ কয়েকটি সরঞ্জামের সাহায্যে করা হয়, যা সমর্থনে এবং বিশেষ ডিভাইসগুলিতে (ড্রিলিং, থ্রেডিং ইত্যাদি) ইনস্টল করা হয়। স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলির উচ্চ উত্পাদনশীলতা কাজ এবং নিষ্ক্রিয় স্ট্রোকের সম্পূর্ণ অটোমেশন এবং তাদের আংশিক সংমিশ্রণের মাধ্যমে অর্জন করা হয়। এই ক্ষেত্রে, একজন কর্মী বেশ কয়েকটি স্বয়ংক্রিয় বা আধা-স্বয়ংক্রিয় মেশিন পরিষেবা দেয়। যাইহোক, একটি নতুন ওয়ার্কপিস প্রক্রিয়াকরণে স্যুইচ করার সময় স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মেশিনগুলির পুনর্বিন্যাস একটি উল্লেখযোগ্য সময়ের সাথে সম্পর্কিত, যা অর্থনৈতিকভাবে কেবলমাত্র ভর, বড় আকারের এবং কখনও কখনও সিরিয়াল উত্পাদনে ন্যায়সঙ্গত।
স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলি টাকু ঘূর্ণনের একটি অনুভূমিক এবং উল্লম্ব অক্ষের সাথে উত্পাদিত হয়। পরেরটির অনুভূমিকগুলির তুলনায় সুবিধা রয়েছে: তারা কম এলাকা দখল করে; মাধ্যাকর্ষণ টাকুটির ট্রান্সভার্স বিকৃতিকে প্রভাবিত করে না এই কারণে উচ্চতর প্রক্রিয়াকরণের নির্ভুলতা প্রদান করে; চিপস এবং তাদের অপসারণ থেকে গাইডগুলির আরও ভাল সুরক্ষা। অনুভূমিক লেদগুলিতে, প্রধানত রড এবং টিউবুলার ওয়ার্কপিসগুলি প্রক্রিয়া করা হয়, যদিও টুকরো ওয়ার্কপিসগুলির প্রক্রিয়াকরণ বাদ দেওয়া হয় না।

প্রক্রিয়াকরণ পদ্ধতি অনুসারে, স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলিকে আকার-কাটিং, অনুদৈর্ঘ্য বাঁক, বুরুজ লেদ, মাল্টি-কাটিং এবং অনুলিপিতে ভাগ করা হয়েছে। কাজের চক্র নিয়ন্ত্রণের পদ্ধতি অনুসারে, মেশিনগুলিকে তিনটি গ্রুপে ভাগ করা হয়েছে:
- একটি ক্যামশ্যাফ্ট (সিভি) সহ, পুরো প্রক্রিয়াকরণ চক্র জুড়ে সমানভাবে ঘোরানো;
- একটি আরভি সহ যা কম ঘূর্ণন গতিতে কর্মক্ষম স্ট্রোক এবং উচ্চ গতিতে অলস স্ট্রোক নিয়ন্ত্রণ করে;
- একটি ঘূর্ণমান মোটর সহ, যার ঘূর্ণন গতি প্রক্রিয়াকরণ চক্রের সময় পরিবর্তিত হয় এবং একটি অক্জিলিয়ারী শ্যাফ্টের সাথে একটি ধ্রুবক গতিতে ঘোরানো হয়। স্বয়ংক্রিয় লেদগুলি একক-স্পিন্ডল এবং মাল্টি-স্পিন্ডেল প্রকারে আসে।
একক টাকু ফর্ম-কাটিং মেশিন.একটি রড (বা কুণ্ডলী) থেকে সাধারণ আকারের ছোট অংশগুলি বড় আকারে এবং ব্যাপক উত্পাদন করতে, একক-স্পিন্ডল আকৃতির কাটিং মেশিন ব্যবহার করা হয়। রড 3 (চিত্র 14, ক) একটি কোলেট চক ব্যবহার করে একটি ঘূর্ণায়মান টাকু 2 এ স্থির করা হয়েছে। প্রসেসিং কাটার 4 এবং 7 দ্বারা বাহিত হয়, সমর্থন 5 এবং 8 এ স্থির করা হয়, শুধুমাত্র তির্যক দিকে সরানো হয়। অংশের নির্দিষ্ট দৈর্ঘ্য রডটিকে চলমান স্টপ 6 পর্যন্ত প্রসারিত করে নিশ্চিত করা হয়। আকৃতি-কাটিং মেশিনের কিছু মডেলের ড্রিলিং গর্তের জন্য একটি অনুদৈর্ঘ্য সমর্থন থাকে।
একক টাকু অনুদৈর্ঘ্য বাঁক মেশিন.মেশিনগুলি ব্যাপক উত্পাদনের পরিস্থিতিতে রড থেকে অপেক্ষাকৃত দীর্ঘ দৈর্ঘ্য এবং ছোট ব্যাসের উচ্চ-নির্ভুল অংশ উত্পাদনের জন্য ডিজাইন করা হয়েছে। এই মেশিনগুলিতে, স্থির বা ট্রান্সভার্সলি মুভিং কাটার 4 (চিত্র 14, b) দ্বারা প্রক্রিয়াকরণ করা হয়, যা ঘূর্ণায়মান রড 3 এর ফিড DSnp এর অনুদৈর্ঘ্য আন্দোলনের সময় সমর্থন 5 বা একটি ব্যালেন্সার 14 এর উপর মাউন্ট করা হয়। রডের ফিড স্পিন্ডেল হেড 7 দ্বারা বাহিত হয়। অ্যাকশন কাটিং ফোর্সের অধীনে রডের বিচ্যুতি এবং কম্পন কমাতে, এর সামনের প্রান্তটি একটি স্থির বিশ্রাম 77 এর মধ্য দিয়ে যায়, একটি সমর্থন স্ট্যান্ড 12-এ মাউন্ট করা হয়।
দুটি বা তিনটি উল্লম্ব সমর্থন 5 এবং একটি ব্যালেন্সার 14 স্ট্যান্ডে মাউন্ট করা হয়েছে, দুটি কাটার 4 বহন করে এবং একটি অক্ষ 13 এর চারপাশে একটি দোলনা গতি সঞ্চালন করে। কাটারের ট্রান্সভার্স মুভমেন্ট DSn এবং রডের অনুদৈর্ঘ্য আন্দোলনের সংমিশ্রণ এটিকে সম্ভব করে তোলে। অংশে নির্দিষ্ট আকৃতির পৃষ্ঠগুলি পেতে। কাটিং কাটার (মেশিনযুক্ত অংশ 10 কাটার পরে) রডের স্টপ হিসাবে কাজ করে, যখন স্পিন্ডল 2-এর কোলেট চক খোলে এবং স্পিন্ডল হেড 1 পরবর্তী ওয়ার্কপিসের প্রক্রিয়াকরণ চক্রের শুরুর অবস্থানে চলে যায়।
কেন্দ্রীয় গর্তের প্রক্রিয়াকরণ (ড্রিলিং, রিমিং, ট্যাপিং), সেইসাথে ডাই দিয়ে বাহ্যিক থ্রেড কাটা, দুই বা তিনটি স্পিন্ডল ডিভাইস 9 ব্যবহার করে পরিচালিত হয়, যার স্বতন্ত্র অনুবাদমূলক DSnp2 এবং টুলগুলির ঘূর্ণনশীল Dr2 আন্দোলন থাকতে পারে। এই ক্ষেত্রে, প্রধান আন্দোলন মেশিনের স্পাইন্ডেল এবং ফিক্সচারের যুগপত ঘূর্ণনশীল আন্দোলন নিয়ে গঠিত।
একক-স্পিন্ডল টার্নিং-টারেট স্বয়ংক্রিয় মেশিন।এই মেশিনগুলি ব্যাপক উত্পাদনে জটিল কনফিগারেশনের অংশগুলির উত্পাদনের জন্য ব্যবহৃত হয়। গ্রুপ টেকনোলজি পদ্ধতির ব্যবহার, যা একটি মেশিনে প্রক্রিয়াকরণের জন্য গঠিত একই অংশগুলির একটি গ্রুপ যা আকার এবং কনফিগারেশনে একই রকম, এটি বড় আকারের উত্পাদন পরিস্থিতিতে স্বয়ংক্রিয় মেশিনগুলি কার্যকরভাবে ব্যবহার করা সম্ভব করে তোলে।
জটিল কনফিগারেশনের যন্ত্রাংশ তৈরির জন্য প্রয়োজনীয় বিপুল সংখ্যক সরঞ্জাম মিটমাট করার জন্য, মেশিনগুলি একটি অনুদৈর্ঘ্য সমর্থন 16 (চিত্র 14, d) সহ একটি ছয়-অবস্থান (কিছু মেশিনে - আট-অবস্থান) বুরুজ মাথা 15 দিয়ে সজ্জিত করা হয়েছে। এবং বেশ কয়েকটি ট্রান্সভার্স 8 (সামনে, পিছনে) এবং একটি (দুই) শীর্ষ 5 সমর্থন করে।
অনুদৈর্ঘ্য টার্নিং মেশিনের বিপরীতে, টারেট লেথের স্পিন্ডল হেড 1 বিছানায় শক্তভাবে মাউন্ট করা হয় এবং এর কোন অনুদৈর্ঘ্য নড়াচড়া নেই। থ্রেড কাটার সময়, টুলটি স্ক্রু করার জন্য মেশিনের স্পিন্ডল 2 ঘড়ির কাঁটার বিপরীত দিকে Dr2 এবং ঘড়ির কাঁটার দিকে Dr1 ঘোরে।
মেশিনযুক্ত অংশটি কেটে ফেলার পরে এবং কোলেট চকটি আনক্ল্যাম্প করার পরে, রড 3 স্টপ 6 এ খাওয়ানো হয়।
সমর্থনে এবং বুরুজে স্থাপিত সরঞ্জামগুলি ক্রমানুসারে বা সমান্তরালভাবে কাজ করতে পারে।
মাল্টি-স্পিন্ডল আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয় লেদ।এই সরঞ্জাম বিভিন্ন অংশ উত্পাদন ব্যাপক প্রযুক্তিগত ক্ষমতা দ্বারা চিহ্নিত করা হয়. একক-স্পিন্ডল মেশিনের তুলনায়, মাল্টি-স্পিন্ডেল মেশিন এবং আধা-স্বয়ংক্রিয় মেশিনগুলি প্রক্রিয়াকরণের উচ্চতর মাত্রা প্রদান করে, যা তাদের উত্পাদনশীলতা বাড়াতে, মেশিন-টুল ক্ষমতা হ্রাস করতে এবং সরঞ্জাম দ্বারা দখলকৃত এলাকা হ্রাস করতে সহায়তা করে। অপারেশন নীতির উপর ভিত্তি করে, মেশিনগুলি সমান্তরাল এবং অনুক্রমিক মেশিনে বিভক্ত। সমান্তরাল-অ্যাকশন মেশিনে, অভিন্ন ক্রিয়াকলাপগুলি একই সাথে সমস্ত স্পিন্ডলে সঞ্চালিত হয় এবং একটি কাজের চক্রে ওয়ার্কপিসগুলির প্রক্রিয়াকরণ, যার সংখ্যা স্পিন্ডলের সংখ্যার সাথে মিলে যায়, সম্পন্ন হয়।

সর্বাধিক বিস্তৃত হল মাল্টি-স্পিন্ডেল স্বয়ংক্রিয় মেশিন এবং অনুক্রমিক আধা-স্বয়ংক্রিয় মেশিন। এই জাতীয় মেশিনগুলিতে, লোডিং অবস্থান থেকে ওয়ার্কপিসগুলিকে পর্যায়ক্রমিক ঘূর্ণন এবং স্পিন্ডেল টেবিল বা স্পিন্ডেল ব্লকের সূচীকরণের মাধ্যমে কাজের অবস্থানে আনা হয় এবং একই সাথে প্রযুক্তিগত প্রক্রিয়া অনুসারে সরঞ্জামগুলির গ্রুপ দ্বারা প্রক্রিয়াজাত করা হয়। প্রচুর সংখ্যক কাজের অবস্থান এবং টাকু (6 - 8) তাদের বিভিন্ন সংমিশ্রণে ব্যবহার করার অনুমতি দেয়।
জটিল আকারের ওয়ার্কপিসগুলি মেশিনের সমস্ত অবস্থানে প্রক্রিয়া করা হয় (চিত্র 15, ক), এবং প্রতিটি চক্রের পরবর্তী অবস্থানে স্থানান্তরিত হয়। সহজ ওয়ার্কপিসগুলির জন্য যা অল্প সংখ্যক কাজের অবস্থানে প্রক্রিয়া করা যেতে পারে, একটি আরও উত্পাদনশীল সমান্তরাল-ক্রমিক প্রক্রিয়াকরণ স্কিম ব্যবহার করা হয় (চিত্র 15, খ)। এই ক্ষেত্রে, দুটি পজিশন (I এবং 1) লোডিং পজিশন হিসাবে ব্যবহার করা হয়, তারপর I এবং G পজিশনে ইনস্টল করা ওয়ার্কপিসগুলি যথাক্রমে I এবং 1G পজিশনে প্রক্রিয়া করা হবে এবং যে ওয়ার্কপিসগুলি II এবং 1G পজিশনে ছিল সেগুলি প্রক্রিয়া করা হবে। অবস্থান III এবং 1G. IS, ইত্যাদি এই বিকল্পটি উভয় দিকের ওয়ার্কপিস প্রক্রিয়াকরণের জন্যও প্রযোজ্য: দ্বিতীয়, তৃতীয় এবং চতুর্থ অবস্থানে টেবিলের (ড্রাম) প্রথম বিপ্লবের সময় একপাশে প্রক্রিয়া করা ওয়ার্কপিসটি D অবস্থানে সংলগ্ন ক্ল্যাম্পিং ডিভাইসে উল্টে ইনস্টল করা হয় এবং প্রক্রিয়াজাত করা হয়। দ্বিতীয় বিপ্লব টেবিলের সময় অন্য দিকে (হ্যাচড অবস্থানে)।
ওয়ার্কপিস লোড করা এবং প্রক্রিয়াকৃত অংশগুলি আনলোড করা প্রক্রিয়াকরণের সাথে সময়মতো মিলিত হয় এবং বিশেষ প্রক্রিয়া দ্বারা সঞ্চালিত হয়।
মাল্টি-স্পিন্ডল স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় লেদগুলি সিরিয়াল এবং ভর উত্পাদনে ব্যাপকভাবে ব্যবহৃত হয়। তারা বিভক্ত: উদ্দেশ্য অনুযায়ী - সার্বজনীন এবং বিশেষ মধ্যে; ওয়ার্কপিসের প্রকার দ্বারা - রড এবং কার্তুজ; স্পিন্ডলগুলির অবস্থান অনুসারে - অনুভূমিক এবং উল্লম্ব।
অনুভূমিক মাল্টি টাকু স্বয়ংক্রিয় lathes.এই মেশিনের কার্তুজ এবং রড সংস্করণ আছে. কার্টিজ সংস্করণে, মেশিনটি ওয়ার্কপিসের লোডিং এবং প্রক্রিয়াকৃত অংশের আনলোডিং স্বয়ংক্রিয় করতে একটি ম্যানিপুলেটর দিয়ে সজ্জিত করা যেতে পারে। রড-টাইপ মেশিনটি ঘূর্ণায়মান রডগুলিকে সমর্থন করার জন্য একটি ডিভাইস দিয়ে সজ্জিত, যার সামনের প্রান্তগুলি স্পিন্ডল ব্লকে অবস্থিত এবং কোলেট চক ব্যবহার করে স্পিন্ডলগুলিতে সুরক্ষিত। স্পিন্ডেল ব্লকে চার, ছয় বা আটটি টাকু সহ একটি ঘূর্ণায়মান ড্রাম থাকে।
ড্রামের প্রতিটি অবস্থানে, ওয়ার্কপিসগুলিকে ট্রান্সভার্স এবং কেন্দ্রীয় অনুদৈর্ঘ্য সমর্থনে মাউন্ট করা একটি টুল দিয়ে প্রক্রিয়া করা হয়, যা প্রক্রিয়াকরণের শেষে প্রত্যাহার করা হয়, যা স্পিন্ডেল ড্রামটিকে ঘোরাতে দেয়। সুতরাং, টাকুতে ইনস্টল করা ওয়ার্কপিসটি প্রযুক্তিগত প্রক্রিয়া অনুসারে সমস্ত অবস্থানে প্রক্রিয়া করা হয়। একটি বার মেশিনে, প্রক্রিয়াকরণ শেষ অবস্থানে শেষ হয়, যেখানে সমাপ্ত অংশ বার থেকে কাটা হয়। একই অবস্থানে, রডটি টাকু থেকে একটি নির্দিষ্ট দৈর্ঘ্য পর্যন্ত প্রসারিত হয় যতক্ষণ না এটি পরবর্তী অংশ তৈরির জন্য থামে। একটি কার্টিজ-টাইপ মেশিনে, সমাপ্ত অংশ অপসারণ এবং ওয়ার্কপিস ইনস্টলেশন শেষ অবস্থানে সঞ্চালিত হয়।
এই ধরনের মেশিনে ক্রমিক এবং সমান্তরাল-অনুক্রমিক প্রক্রিয়াকরণ সম্ভব।
মেশিনের কাজের ক্ষেত্রের জন্য একটি পৃথক কুলিং সিস্টেম দুটি বৈদ্যুতিক পাম্প দ্বারা সরবরাহ করা হয় যা বিতরণ পাইপে কুল্যান্ট সরবরাহ করে এবং সেখান থেকে (পায়ের পাতার মোজাবিশেষের মাধ্যমে) কাটিয়া টুলে। একটি কেন্দ্রীভূত কুল্যান্ট সরবরাহ ব্যবস্থার সাথে মেশিনটিকে সংযুক্ত করা সম্ভব।
নিম্নলিখিত তৈলাক্তকরণ সিস্টেমগুলি মেশিনে ব্যবহৃত হয়: কেন্দ্রীভূত (গিয়ারবক্স প্রক্রিয়ার সমস্ত পয়েন্টে জল দেওয়া এবং অন্যান্য পয়েন্ট যাতে প্রচুর পরিমাণে তৈলাক্তকরণের প্রয়োজন হয়) তেল জলাধারে ফিরে আসে; বিস্তৃত তৈলাক্তকরণের প্রয়োজন হয় না এমন পয়েন্টগুলির ডোজযুক্ত তৈলাক্তকরণের সাথে কেন্দ্রীভূত হয় বা এমন একটি এলাকায় অবস্থিত যা থেকে লুব্রিকেন্ট ফিরে আসে না; চিপ পরিবাহক গিয়ারবক্সের তরল তৈলাক্তকরণের জন্য পৃথক। ফ্রেমের একটি উত্তাপযুক্ত বগি লুব্রিকেন্টের জন্য একটি জলাধার হিসাবে কাজ করে; তেলের স্তর একটি তেল সূচক দ্বারা নিয়ন্ত্রিত হয়।
স্পিন্ডেল ব্লক হাউজিং-এ একটি স্পিন্ডেল ড্রাম থাকে যেখানে স্পিন্ডেলগুলি মাউন্ট করা হয়, সেইসাথে রডকে খাওয়ানো এবং ক্ল্যাম্প করার, স্পিন্ডেল ড্রামটিকে ঘোরানো এবং ঠিক করার প্রক্রিয়া।
স্পিন্ডেল ড্রাম 20 (চিত্র 16) একটি ফাঁপা অ্যাক্সেল 24-এর উপর চাপা হয়, যার ভিতরে একটি কেন্দ্রীয় শ্যাফ্ট 25 চলে যায়, প্রধান ড্রাইভ থেকে গিয়ার 11 এবং 13 এর মাধ্যমে স্পিন্ডেল 21-এ ঘূর্ণন প্রেরণ করে। অ্যাক্সেল 24-এর ডান প্রান্তটি সমর্থিত। গিয়ারবক্স ফ্ল্যাঞ্জ দ্বারা। স্পিন্ডেলের রেডিয়াল সাপোর্টগুলি হল ডাবল-সারি রোলার বিয়ারিং 14 এবং 19৷ অক্ষীয় লোডগুলি থ্রাস্ট বল বিয়ারিং দ্বারা বহন করা হয় 15৷ বিয়ারিং 14 এবং 19-এর রেডিয়াল ক্লিয়ারেন্স শঙ্কু বরাবর বিয়ারিংয়ের ভিতরের রিংগুলির অক্ষীয় গতিবিধি দ্বারা নিয়ন্ত্রিত হয়৷ টাকু 21 এর জার্নাল, বাদাম 17 এবং 27 ব্যবহার করে বাহিত। বিয়ারিং 19 এর অভ্যন্তরীণ রিংটির অবস্থান তিনটি স্ক্রু 18, এবং ভারবহন 14 - একটি বাদাম 16, যার সাহায্যে টাকুটির অক্ষীয় ক্লিয়ারেন্স স্থির করা হয়েছে তারপর সমন্বয় করা হয়।
রড ক্ল্যাম্পিং ডিভাইস কাপলিং এবং কাঁটা 9 যেটি নিয়ন্ত্রণ করে তা স্পিন্ডেলের বাম দিকে মাউন্ট করা হয়৷ কাঁটা 9 বাম দিকে সরানো হলে রডটি ক্ল্যাম্প করা হয়৷ কাপলিং কাপ 8 তার আকৃতির ছিদ্র সহ লিভার 7-এ চাপ দেয়, যা, বাঁকিয়ে, কাপ 6 কে সরায় এবং, ডিস্ক স্প্রিংস 5 এর মধ্য দিয়ে, ফ্ল্যাঞ্জ 4 টিপুন, যার মধ্যে ক্ল্যাম্প পাইপ নাট 12 বিশ্রাম নেয়, কোলেট 22কে আঁকতে থাকে টাকু শরীর। ক্ল্যাম্প কাপলিং লিভার 28 দ্বারা বাম অবস্থানে স্থির করা হয়েছে। কাঁটা থেকে কাপে ক্ল্যাম্পিং বল থ্রাস্ট বিয়ারিং 10 এর মাধ্যমে প্রেরণ করা হয়।
বার খাওয়ানোর জন্য, একটি কোলেট 23 ব্যবহার করা হয়, একটি পাইপ 3 এ স্ক্রু করা হয়, যা ফিড মেকানিজম দ্বারা ভারবহন 2 দ্বারা সরানো হয়। পাইপ 3-এর অক্ষীয় চলাচল স্পিন্ডেল ড্রামের কেন্দ্রীয় পাইপ 29-এ মাউন্ট করা একটি ডিস্ক দ্বারা সীমাবদ্ধ। বার ফিডের দৈর্ঘ্যের উপর নির্ভর করে ডিস্কের অক্ষীয় অবস্থান সেট করা হয়।

পাইপ 3 এর বাম প্রান্তে একটি পরিবর্তনযোগ্য গাইড রিং 1 রয়েছে, যার গর্তের ব্যাস প্রক্রিয়াকৃত রডের ব্যাস দ্বারা নির্ধারিত হয়। প্রতিটি কাজের অবস্থানে, স্পিন্ডেল ড্রামটি লিভার দ্বারা স্থির করা হয় এবং ক্রেডলের বিরুদ্ধে চাপ দেওয়া হয়। ক্যালিপারগুলি প্রত্যাহার করার পরে, লিভারগুলি সরে যায়, ড্রামের 26 নম্বর লক থেকে বেরিয়ে আসে এবং এটিকে উত্তোলনের জন্য ছেড়ে দেয় এবং পরবর্তী অবস্থানে ঘোরায়।
অনুদৈর্ঘ্য সাপোর্ট, কেন্দ্রীয় ফাঁপা অক্ষ বরাবর চলমান এবং স্পিন্ডেল ড্রামের সমস্ত অবস্থানে পরিবেশন করে, ড্রামের স্পিন্ডেলের সংখ্যার উপর নির্ভর করে 4, 6 বা 8 এর মুখের সংখ্যা সহ একটি পলিহেড্রন। প্রতিটি মুখের ডোভেটেল খাঁজ রয়েছে যার মধ্যে স্থির বা স্লাইডিং টুল হোল্ডারগুলির পাশাপাশি অন্যান্য প্রক্রিয়াকরণ ডিভাইসগুলি ইনস্টল করা আছে। অনুদৈর্ঘ্য সমর্থন একটি সর্বজনীন ড্রাইভ দিয়ে সজ্জিত যা আপনাকে ক্যামগুলি পরিবর্তন না করেই সমর্থনের কার্যকরী স্ট্রোক পরিবর্তন করতে দেয়। পিবি ড্রামে স্থায়ী ক্যাম রয়েছে যা দুটি স্লাইডার নিয়ন্ত্রণ করে; প্রত্যেকটি রড এবং স্লাইডের মধ্য দিয়ে একটি অনুদৈর্ঘ্য স্লাইড সরায়: একটি দ্রুত এপ্রোচের সময়, এবং অন্যটি কাজের স্ট্রোক বিভাগের সময়। টাকু ড্রামের ঘূর্ণন একটি মাল্টিজ ক্রস দ্বারা সঞ্চালিত হয়, যা RV এর সাথে সংযুক্ত থাকে। মেশিনের স্পিন্ডেলের সংখ্যা এবং মেশিনটি যে স্কিমে কাজ করে তার উপর নির্ভর করে গিয়ার অনুপাত নির্বাচন করা হয়: ক্রমানুসারে বা সমান্তরাল-সিরিজ।

ক্র্যাডল এবং স্পিন্ডেল ড্রামের পরিধান এড়াতে এবং মেশিনের নির্ভুলতা বজায় রাখার জন্য, ড্রামটি বাঁকানোর আগে স্বয়ংক্রিয়ভাবে ক্র্যাডলের উপরে 0.2...0.4 মিমি উপরে উঠে যায়।
টাকু ড্রাম বাঁক পরে, এর অবস্থান স্থির করা হয়। প্রক্রিয়াকৃত অংশগুলির ব্যাসের নির্ভুলতা টাকু ড্রামের ফিক্সেশনের নির্ভুলতার উপর নির্ভর করে। স্লাইড, সাপোর্ট স্টপ, হোল্ডার এবং টুলকে সরিয়ে প্রতিটি ট্রানজিশনে ক্রমানুসারে একটি স্পিন্ডেলে আটকানো একটি ওয়ার্কপিস (বার) এর উপর সমন্বয় করা হয়।
উল্লম্ব মাল্টি টাকু আধা স্বয়ংক্রিয় lathes.এই মেশিনগুলি মাঝারি এবং বড় আকারের কাস্ট এবং স্ট্যাম্পযুক্ত ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যাপকভাবে ব্যবহৃত হয়। তাদের উল্লম্ব বিন্যাস মেশিন দ্বারা দখলকৃত স্থানের অর্থনৈতিক ব্যবহারের জন্য অনুমতি দেয় এবং ওয়ার্কপিস সহ মেশিন লোড করার সুবিধা দেয়।
একটি উল্লম্ব আট-স্পিন্ডেল আধা-স্বয়ংক্রিয় লেদ একটি চাকের মধ্যে ওয়ার্কপিস যেমন ডিস্ক, ফ্ল্যাঞ্জ ইত্যাদির রাফিং এবং ফিনিশিং মেশিনের জন্য ডিজাইন করা হয়েছে। মেশিন দুটি সংস্করণে তৈরি করা হয়: কিছু মেশিন বড় ভাতা (শক্তি) সহ ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় সংস্করণ), অন্যগুলি ছোট-ব্যাসের অংশগুলির উত্পাদন বা অ লৌহঘটিত ধাতু দিয়ে তৈরি যন্ত্রাংশের জন্য ব্যবহৃত হয়।
একটি উল্লম্ব মাল্টি-স্পিন্ডল আধা-স্বয়ংক্রিয় মেশিনের অপারেটিং ডায়াগ্রাম চিত্রে দেখানো হয়েছে। 17. একটি কলাম J শক্তভাবে বেস 6 এর সাথে সংযুক্ত, যার গাইড বরাবর 2টি কাজের অবস্থানে চলে যায়। টেবিল 5-এ আটটি ওয়ার্কিং স্পিন্ডেল 4 ইনস্টল করা আছে। কলামের শীর্ষে একটি হাউজিং 1 রয়েছে, যা ফিড মেকানিজম এবং প্রধান মুভমেন্ট গিয়ারবক্স রয়েছে। সাতটি কাজের অবস্থানে, অনুক্রমিক প্রক্রিয়াকরণের নীতি অনুসারে, আপনি বাঁক, বোরিং, ড্রিলিং, কাউন্টারসিঙ্কিং এবং গর্তের রিমিং সঞ্চালন করতে পারেন। একটি অবস্থান লোড হচ্ছে. দুটি ওয়ার্কপিসের সমান্তরাল-ক্রমিক প্রক্রিয়াকরণের সময়, দুটি লোডিং অবস্থান একযোগে ব্যবহার করা হয়। এই মেশিনের বিশেষত্ব হল প্রতিটি টাকুতে স্বাধীন ঘূর্ণন গতি এবং ফিড রেট থাকতে পারে।